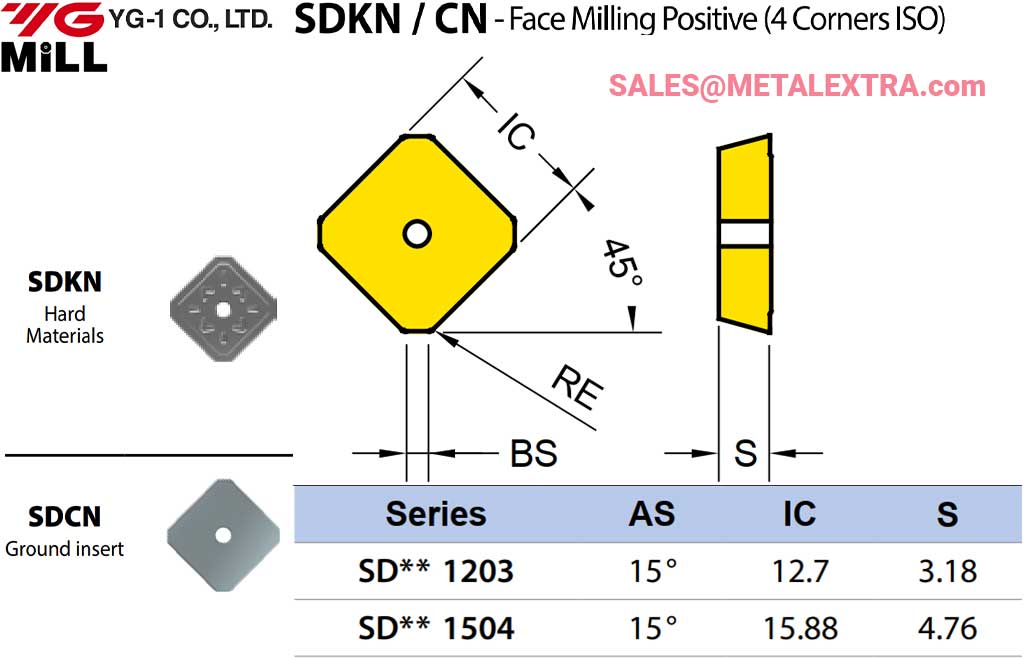
Dimension Guide for YG-1 Face Milling Positive (4 Corners ISO) SDCN Ground Insert:

Ordering Guide for YG-1 Face Milling Positive (4 Corners ISO) SDCN Ground Insert:
|
Notes:
– PW : for Improved Surface Roughness
– GW : Ground Wiper
– M : for Mold & Die
– MR : for Mold & Die Roughing
|
P25 |
P30 P20 |
P40 |
|
| M30 |
|
M35 |
|
| K30 K30 |
|
K15 K15 |
| S20 |
|
S30 |
H15 |
YG5020 |
| Type |
Designation |
RE
(mm) |
Fz
(mm/tooth) |
BS
(mm) |
YG602 |
YG622 |
YG712 |
YG603 |
YG501 |
SDKN
Hard
Materials
|
SDKN 1203 AETN |
0.5 |
0.22 ~ 0.35 |
1.85 |
● |
|
|
|
|
|
| 0058 |
| SDKN 1203 AETN – PW |
0.4 |
0.22 ~ 0.35 |
1.98 |
● |
|
|
|
|
|
| 0253 |
| SDKN 1203 AETN – GW |
1.3 |
0.22 ~ 0.35 |
1.85 |
● |
|
|
|
|
|
| 0251 |
| SDKN 1504 AETN |
0.45 |
0.22 ~ 0.35 |
2 |
● |
|
|
|
|
|
| 0059 |
| SDKN 1504 AETN – PW |
0.4 |
0.22 ~ 0.40 |
1.95 |
● |
|
|
|
|
|
| 0288 |
| SDKN 1504 AETN – GW |
1.3 |
0.22 ~ 0.40 |
2.05 |
● |
|
|
|
|
|
| 0286 |
SDCN
Ground insert
|
SDCN 1203 AESN – M |
|
0.05 ~ 0.2 |
2.04 |
|
|
● |
|
|
|
| 0135 |
| SDCN 1504 AESN – M |
|
0.05 ~ 0.2 |
2.19 |
|
|
● |
|
|
|
| 0150 |
| SDCN 1504 AESN – MR |
1 |
0.05 ~ 0.2 |
2.19 |
|
|
● |
|
|
|
| 0201 |
Application Guide for YG-1 Face Milling Positive (4 Corners ISO) SDCN Ground Insert:
| Cutting Speed |
Vc (m/min.) |
| ISO |
VDI |
Sub Group |
YG602
Min Max |
YG622
Min Max |
YG712
Min Max |
YG603
Min Max |
YG501
Min Max |
YG5020
Min Max |
| P |
1~5 |
Non-Alloyed Steel |
140 |
380 |
140 |
400 |
170 |
300 |
90 |
230 |
– |
– |
– |
– |
| 6~9 |
Low-Alloyed Steel |
120 |
300 |
120 |
320 |
180 |
250 |
70 |
210 |
– |
– |
– |
– |
| 10~11 |
High-Alloyed Steel |
70 |
150 |
70 |
170 |
100 |
140 |
60 |
100 |
– |
– |
– |
– |
| M |
12~13 |
Ferritic & Martensitic |
120 |
200 |
– |
– |
– |
– |
80 |
180 |
– |
– |
– |
– |
| 14 |
Austenitic Stainless Steel |
130 |
250 |
– |
– |
– |
– |
100 |
200 |
– |
– |
– |
– |
| K |
15~16 |
Grey Cast Iron |
120 |
250 |
120 |
270 |
– |
– |
– |
– |
180 |
350 |
200 |
350 |
| 17~18 |
Nodular Cast Iron |
130 |
220 |
130 |
240 |
– |
– |
– |
– |
120 |
270 |
150 |
300 |
| N |
21~30 |
Non-Ferrous Metals (Al) |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
| S |
31~37 |
Superalloys & Titanium |
25 |
45 |
– |
– |
– |
– |
20 |
40 |
|
– |
– |
| H |
38~41 |
Hard Materials |
40 |
80 |
40 |
100 |
– |
– |
– |
– |
50 |
90 |
– |
– |