








































































































































11
Jun
Jun
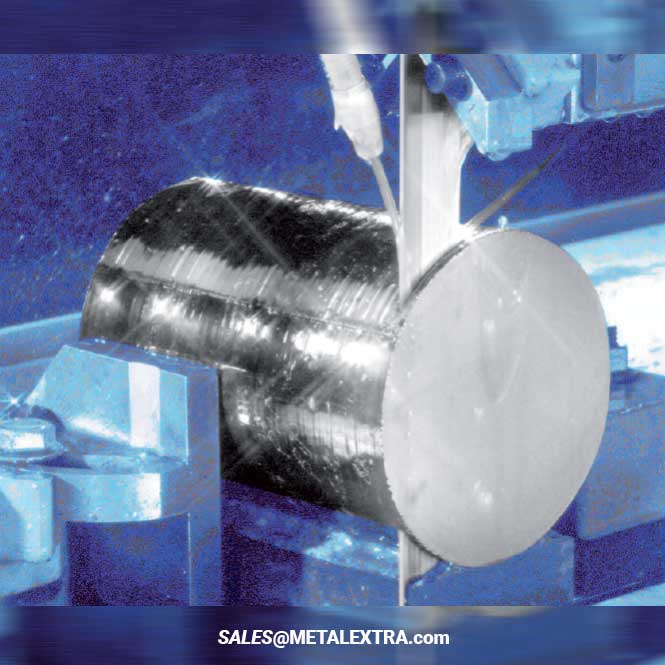
Gergaji bandsaw atau gergaji pita merupakan alat kerja gergaji listrik dengan mata pisau panjang bersambung. Gergaji pita ini mata pisaunya tajam dan terdiri dari pita logam bergigi kontinu yang direntangkan di antara dua roda atau lebih untuk memotong material kerja.
Seringkali, alasan paling umum untuk kegagalan mata gergaji pita adalah akhir masa pakai karena keausan gigi pemotong, tetapi juga karakteristik pemotongan yang tidak wajar, permukaan pemotongan yang buruk, dan kerusakan pita atau sambungan las yang kurang baik. Lalu apa saja penyebabnya?
PENGETAHUAN DASAR OPERASIONAL MESIN GERGAJI PITA
Penggergajian dengan mesin gergaji pita ini digunakan terutama dalam pengerjaan kayu, pengerjaan logam, karena kemampuannya memotong berbagai bahan. Keunggulan mesin gergaji pita bensaw ini karena hasil pemotongan yang seragam secara merata, kemudahan penggunaan karena umumnya berputar serta menekan material otomatis juga kemampuan untuk memotong bentuk yang tidak beraturan atau melengkung seperti gergaji ukir.
Jika mata gergaji pita mengalami kerusakan mendadak, biasanya hal tersebut disebabkan oleh interaksi yang tidak tepat antara manusia operatornya, mesin gergaji, bahan pemotong, ragum penjepit material dan mata gergaji pita. Faktor penyebabnya tentu saja ada 5, yaitu; kesalahan pemasangan yang terlalu kencang, material gergaji bensaw yang tidak sesuai dengan benda yang dipotong, setelan kecepatan dan pemakanan mesin tidak tepat, dan serpihan material yang menggerus bagian punggung dari mata gergaji yang menyebabkan keretakan dan yang terakhir memang kualitas mata gergaji bandsaw yang berkualitas rendah.
Meskipun masalah teknis seperti faktor keausan atau kegagalan perkakas prematur dapat terjadi dalam setiap operasi penggergajian, masalah ini seringkali dapat dicegah dengan persiapan alat kerja dan perawatan. Operator harus memahami kemungkinan penyebab kegagalan dan penyebabnya agar dapat memiliki tindakan penanggulangan yang efektif.
KEAUSAN DINI MATA GERGAJI YANG TIDAK NORMAL
Keausan gigi potong dan mata gergaji akibat penggunaan normal alami dari masa pakai mata gergaji bandsaw yang terkena beban fisik tinggi setiap hari. Namun demikian, perbedaan harus dibuat antara keausan normal dan keausan prematur yang parah. Ada banyak faktor yang bertanggung jawab atas keausan gigi pisau gergaji yang cepat dan tidak wajar. Di sini, perlu diselidiki panasnya suhu pada cutting edge gigi gergaji selama proses penggergajian. Hal ini dapat dipengaruhi oleh pemilihan parameter pemotongan dan material yang sesuai (nomor material atau standar DIN, kekuatan material dan struktur mikro, dimensi material dan sifat permukaan material.)
Anda perlu juga mencatat dan menyetel parameter penggergajian pada mesin yang sesuai kepada operator, maupun pengetahuan aplikasinya yang luas. Pasokan cairan pendingin yang cukup dan terbukti sesuai untuk bahan yang akan dipotong, juga perlu.

Selain itu, permukaan material yang diampelas, terpotong, atau sangat keras, atau dengan kekuatan material yang sangat tinggi, dapat menyebabkan masalah masa pakai jika tidak disetel dengan benar. Karena kekerasan material berkorelasi langsung dengan suhu pemotongan yang lebih tinggi, hal ini dapat menyebabkan keausan dini.
Proses feed atau pemakanan awal yang membebankan stres yang berlebihan selama penyisipan yang tidak tepat bisa juga menyebabkan kerusakan mikro pada cutting edge mata pisau. Hal ini dapat mengurangi kemungkinan masa pakai hingga 40% dan oleh karena itu menyebabkan akhir masa pakai yang prematur.
Terakhir, kebersihan sikat chip atau sawing brush pada mesin gergaji juga berperan penting dalam mengurangi keausan. Perawatan dengan lembut menghilangkan chip serpihan material dari pita gergaji dan membersihkan ruang serpihan chip. Jika sikat chip tidak diperbarui tepat waktu atau jika tidak disesuaikan dengan benar, ini akan berdampak negatif pada masa pakai pisau gergaji.
MENCEGAH KERUSAKAN GIGI
Kerusakan gigi bukanlah penyebab alami dari akhir hidup. Biasanya kerusakan gigi hanya terjadi saat gigi kelebihan beban. Penyebabnya adalah: kecepatan potong yang terlalu rendah terkait dengan feed rate yang tinggi atau pilihan pitch gigi yang buruk, mis. tidak cocok untuk penampang material. Sangat penting untuk mengamankan material pemotongan seefektif mungkin.
Setiap gerakan material selama menggergaji dapat menyebabkan kerusakan gigi. Risiko gerakan benda kerja meningkat terutama dengan pemotongan lapisan atau bundel. Untuk bahan yang sangat lembut, yang cenderung membentuk tepian yang membengkak, sangat penting untuk memastikan kandungan oli yang tinggi di pelumas pendingin serta sikat chip yang berfungsi. Dalam kasus yang jarang terjadi, komponen yang lebih keras pada bahan pemotongan juga dapat menyebabkan kerusakan gigi.
PENYIMPANGAN PEMOTONGAN PREMATUR
Penyimpangan pemotongan prematur juga tidak wajar. Penyebabnya bisa jadi: Pemandu gergaji pita itu tidak menjaga jalur putar yang tepat pada arah pemotongan dan pemandunya yang mungkin miring. Masalah lainnya mungkin karena pemandu pita lateral pada mesin manual dengan pemandu bias non-hidraulik tidak cukup ketat atau kurang kencang. Juga jika jarak pemandu pita ke benda kerja terlalu jauh, laju pengumpanan berlebihan atau tegangan pita terlalu rendah, ini dapat menyebabkan penyimpangan pemotongan dini.
Penyimpangan pemotongan setelah penggunaan jangka pendek dapat disebabkan oleh kerusakan mekanis asimetris pada gigi pemotongan, misalnya. oleh komponen yang lebih keras di bahan pemotongan. Penyebab lain mungkin kerusakan gergaji pita jam karena sikat chip serpihan atau sikat kawat baja yang terlalu kencang atau penggunaan sikat pemoles plastik yang bersifat abrasif. Namun, dengan penggunaan pita gergaji yang normal dan oleh karena itu dengan pemakaian yang merata, penyimpangan pemotongan pada gigi gergaji merupakan kondisi yang alami.
CEGAH BAND BREAK ATAU TEKUKAN PATAH BERSUDUT DARI GERGAJI PITA
Kegagalan bilah gergaji pita oleh kerusakan pita biasanya disebabkan oleh kerusakan mekanis pita pembawa selama proses pemotongan yang berputar tersebut. Penting untuk mengidentifikasi sumber masalah yang sebenarnya untuk mencegah band putus. Penyebab paling umum dari kerusakan pita terletak di area sekitar pemandu pita. Pemandu tali bansaw lateral mungkin tidak dapat disetel dengan benar atau aus, pemandu tali belakang mungkin aus. Saat aus, ini dapat merusak tepi pita atau tepi pita belakang, ini menghasilkan transformasi struktural menjadi martensit gesekan, yang menyebabkan rak mikro dengan kerusakan pita yang dihasilkan.
Penyebab lainnya dapat berupa tegangan pita yang berlebihan, bantalan rotor yang rusak, kesejajaran yang buruk antara pemandu rotor dan sabuk belakang, start yang berlebihan dari sabuk belakang pada flensa rotor atau kegagalan rotor – yaitu deviasi konsentrisitas, kerucut rotor.
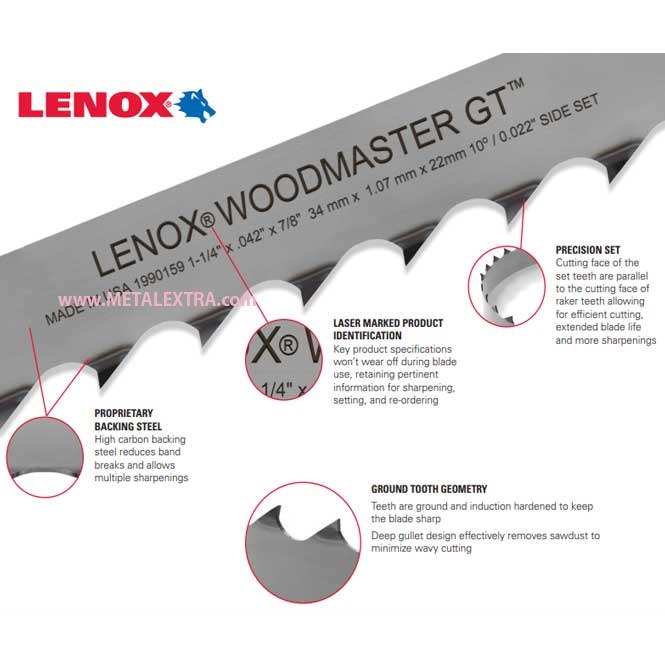
PILIH MEREK GERGAJI PITA YANG TERBUKTI HANDAL
Produsen gergaji pita yang terjamin memiliki reputasi tinggi seperti seperti LENOX, DoALL, WIKUS tentu memeriksa kualitas mata gergaji denga baik karena memiliki teknologi manufaktur dan manajemen kualitas yang lebih baik.
Putusnya pengelasan pada titik persambungan mata gergaji pita juga merupakan kerusakan dini yang tidak wajar pada pita gergaji. Hal ini disebabkan karena adanya kesalahan dalam proses pembuatan las. Jika tidak ada kerusakan konsekuensial yang dapat dideteksi dan pinggiran tajam bergigi mengalami keausan normal. Putusnya mata gergaji band saw ini dapat diperbaiki untuk digunakan lebih lanjut melalui pengelasan ulang.
HINDARI PENYEBAB WAKTU HENTI YANG TIDAK DIRENCANAKAN
Kegagalan pita yang tidak terduga tentu menyebabkan downtime yang justru menambah biaya yang signifikan, tetapi dengan memperhatikan aspek di atas dan beralih ke pemecahan masalah digital dan prediktif, Anda dapat menunda atau mencegah banyak contoh kegagalan. Hal ini juga bisa diantisipasi dengan mempersiapkan jumlah stok gergaji bandsaw blade yang wajar. Proses penggantian mata gergaji bisa lebih cepat dilakukan jika tenaga yang memang sudah terampil memiliki cadangan mata pisau gergaji yang siap guna dan terjamin kualitasnya.

KESIMPULAN
Di masa mendatang, teknologi pabrik penggergajian juga akan menjadi semakin digital dan oleh karena itu lebih aman dari kegagalan: Dengan pemeliharaan prediktif, perbaikan terkait keausan yang diperlukan didukung secara sistematis, oleh karena itu menghindari waktu henti yang tidak direncanakan.
Saat ini, banyak mesin sudah menggunakan teknologi sensor, misalnya: pemantauan cairan pendingin, kontrol pemotongan, pemantauan gaya pemotongan, dll. Hal ini juga membantu mendeteksi titik lemah sejak dini dan menghindari waktu henti yang tidak direncanakan atau penolakan yang tidak diinginkan. Jika masalah yang sama sering terjadi, ini merupakan indikator kelemahan pada mesin.
Jika Anda berminat untuk membeli gergaji circular saw maupun mata pisau gergajinya saja ataupun cut-off wheel, silahkan hubungi kami melalui chat online yang ada di pojok kanan bawah website ini atau melalui email : moc.artxelatem@selas
Semoga bermanfaat. Wassalam!
Sumber: Tim Kreatif Metalextra.com, Tulisan ini merupakan opini Pribadi di media milik sendiri.