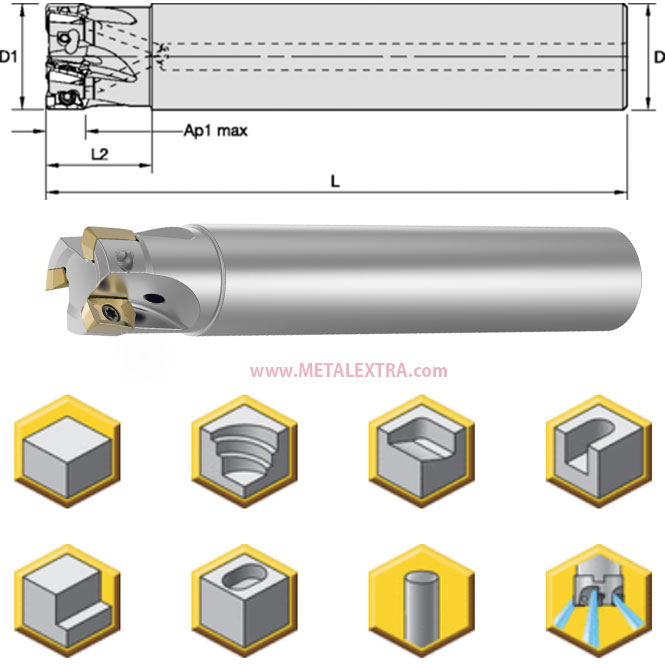
KENNAMETAL Cylindrical End Mill 1-7™ menawarkan solusi machining dengan metode Shoulder milling dengan passing pemotongan yang dalam. Mata potong freiss ini menggunakan insert yang bisa dilepas dan diganti yang sudah didesain dengan pemotong tepi panjang dan pemotong insert di sisi dan wajah. Jika dibandingkan dengan desain standar ISO face shoulder dari desain konvensional seringkali hanya mampu memotong pahatan “dangkal” 90 derajat.
Tantangan dengan aplikasi milling deep cut dan Step-Down adalah sebagian besar alat potong meninggalkan bekas guratan potong pada setiap passing lintasan yang diambilnya. Menghasilkan penyelesaian dinding yang tidak mulus atau berkualitas rendah, hal ini malah memboroskan waktu lagi untuk proses pemolesan abrasif di akhir proses. Menerapkan KENNAMETAL Cylindrical End Mill 1-7™ dengan kedalaman potong 6,5 mm atau kurang, akan menghasilkan lapisan permukaan yang mulus dan menghilangkan proses poles finishing dengan alat tambahan. KENNAMETAL Cylindrical End Mill 1-7™ akan menghemat waktu Anda dan mengurangi biaya produksi Anda. KENNAMETAL Cylindrical End Mill 1-7™ terdiri dari pemotong Screw-on, end mill, dan shell mill dengan pendingin internal juga insert dua sisi yang tahan lama.
Kennametal juga menawarkan beragam pilihan Insert end dan solid end mill Carbide yang terbukti memberikan solusi yang baik untuk aplikasi shoulder machining yang lebih agresif dengan waktu yang lebih cepat. Insert tipe AlTiN-PVD-grade dilapisi Carbide yang sudah direkayasa untuk memberikan kinerja yang lebih baik dalam pemesinan umum paduan suhu tinggi dan stainless steel. KC522M tahan terhadap kerusakan dan menawarkan ketahanan aus yang lebih baik dan kekuatan yang meningkat. KC725M merupakan Grade carbide berlapis TiAlN-PVD berperforma tinggi untuk baja milling, stainless steel, dan besi cor ulet. Ketahanan kejut termal yang baik pada substrat menjadikan grade ini ideal untuk pemesinan basah dan kering. KC725M terutama untuk digunakan pada permesinan umum dan berat. Sedangkan tipe insert KCPK30 Kelas karbida berlapis TiN-TiCN-Al2O3-CVD berlapis-lapis dengan perawatan pasca-lapisan Beyond ™ yang canggih dan substrat yang sangat tangguh. KCPK30 memiliki area aplikasi yang luas pada umumnya dan penggilingan kasar baja dan besi tuang. Ini melakukan kering terbaik tetapi juga dapat digunakan basah. Tersedia pula insert tipe KCPM40 Grade carbide yang dilapisi dengan lapisan TiAlN / AlCrN PVD canggih. Substrat tangguh dengan kemampuan luar biasa pada suhu tinggi. KCPM40 ™ adalah pilihan pertama untuk baja milling dan stainless steel. Resistensi thermal shock yang baik menjadikan grade ini ideal untuk pemesinan basah dan kering. Terutama untuk digunakan pada permesinan umum dan berat.
Banyak shoulder milling cutter yang tersedia merupakan pemotong universal, Namun hanya Kennametal yang mampu memberikan alternatif yang baik untuk menghadapi aplikasi milling pada material yang solid seperti stainless steel, casting iron, maupun high-temp alloys terutama ketika dibutuhkan proses pemotongan permukaan yang kerap membelokkan secara aksial atau untuk proses pemakanan dengan face mill secara vertikal.
Fitur KENNAMETAL Cylindrical End Mill 1-7™:
-
- Untuk aplikasi machining permukaan 90° dan menghilangkan penggunaan alat abrasif polishing tambahan sekaligus menghemat waktu Anda, dan mengurangi biaya produksi Anda.
- Tingkat ramping agresif dan pemakanan pada mesin berkecepatan tinggi, Cocok untuk semua aplikasi roughing hingga finishing.
- Pilihan yang tepat untuk aplikasi machining CNC stepping down atau passing pemakanan menurun metode Ramp, slot, plunge, face, dan shoulder milling.
- Indexable insert bisa dilepas dan bongkar pasang sesuai kebutuhan machinig
Harap dicatat: Gambar hanya untuk tujuan representasi. Produk mungkin berbeda dari yang ditunjukkan di atas. Diskon% dibulatkan ke Bilangan bulat terdekat.