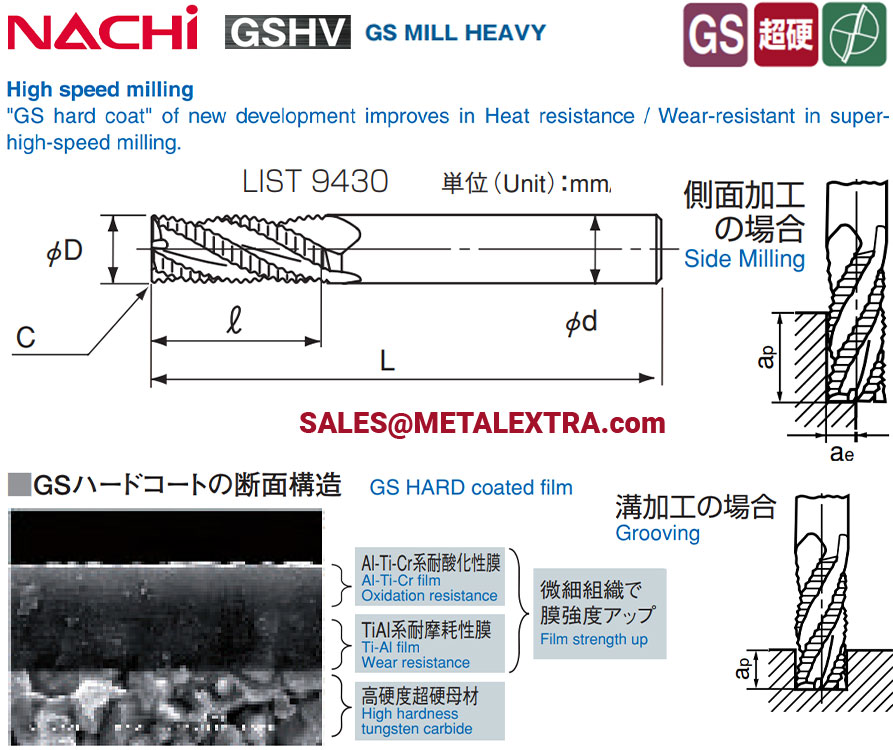
Dimension of NACHI GS MILL HEAVY ø6mm – ø20mm GSHV LIST9430:

High-speed processing of high-hardness materials With the newly developed ultra-aluminum-rich Al-Ti-Cr laminated coating “GS Hard Coat” Increased oxidation resistance at 1100 ° C more than 3 times as much as before Improved heat resistance and wear resistance in ultra-high speed machining The surface roughness of the surface layer is very smooth like the conventional GS coat and reduces frictional resistance during cutting.
Ordering Guide of NACHI GS MILL HEAVY ø6mm – ø20mm GSHV LIST9430:
商品記号
CODE |
外径
D |
刃長
R |
全長
L |
面取り
C |
シャンク径
d |
| GSHV4060SF |
6 |
13 |
50 |
0.3 |
6 |
| GSHV4080SF |
8 |
19 |
60 |
0.4 |
8 |
| GSHV4100SF |
10 |
22 |
70 |
0.5 |
10 |
| GSHV4120SF |
12 |
26 |
75 |
0.6 |
12 |
| GSHV4160SF |
16 |
32 |
90 |
0.8 |
16 |
| GSHV4200SF |
20 |
38 |
100 |
1 |
20 |
NOTE:
| 許容差(mm)Tolerance |
| 外径 D |
R |
外径許容差:±0.05mm
Tolerance |
シャンク径許容差:h6
Tolerance of Shank Dia. |
Application Guide on Side Milling with NACHI GS MILL HEAVY ø6mm – ø20mm GSHV LIST9430:
被削材
Work Material
切削条件
Milling Conditions
外径 Dia. of Mill
mm |
構造用鋼、炭素鋼
Structural Steels,Carbon Steels
SS,SC
(150~250HB) |
鋳物
Cast Irons
FC,FCD |
合金鋼、プレハードン鋼
Alloy Steels,Pre-hardened Steels
SCM,NAK,HPM
(25~35HRC) |
焼入鋼
Hardened Steels
(45~50HRC) |
ステンレス鋼
Stainless Steels
SUS304,316 |
耐熱合金、チタン合金
Nickel Alloys,Titanium Alloys
(20~45HRC) |
回転数
Rotation
min-1 |
送り速度
Feed
mm/min |
回転数
Rotation
min-1 |
送り速度
Feed
mm/min |
回転数
Rotation
min-1 |
送り速度
Feed
mm/min |
回転数
Rotation
min-1 |
送り速度
Feed
mm/min |
回転数
Rotation
min-1 |
送り速度
Feed
mm/min |
回転数
Rotation
min-1 |
送り速度
Feed
mm/min |
| 6 |
4800 |
800 |
5300 |
890 |
4200 |
510 |
2700 |
290 |
3200 |
230 |
1600 |
110 |
| 8 |
3600 |
800 |
4000 |
890 |
3200 |
510 |
2000 |
290 |
2400 |
230 |
1200 |
110 |
| 10 |
2800 |
800 |
3200 |
890 |
2500 |
510 |
1600 |
290 |
1900 |
230 |
950 |
110 |
| 12 |
2400 |
800 |
2700 |
890 |
2100 |
510 |
1300 |
290 |
1600 |
230 |
800 |
110 |
| 16 |
1800 |
740 |
2000 |
830 |
1600 |
460 |
1000 |
250 |
1200 |
190 |
600 |
100 |
| 20 |
1400 |
700 |
1600 |
780 |
1300 |
410 |
800 |
220 |
950 |
150 |
480 |
80 |
側面加工
Side Milling |
ap |
1.5D |
1.0D |
1.5D |
1.0D |
| ae |
0.3D |
0.2D |
0.2D |
0.1D |
側面加工
Side Milling |
ap |
1.0D |
0.6D |
1.0D |
0.6D |
| ae |
0.05D |
0.03D |
0.01D |
0.02D |
0.01D |
NOTES:
- Use highly rigid machining center.
- t is depth of the cut when it used the #30 taper spindle machining center.
- When depth of the cut is small, can increase feed speed more.
- When using low speed machines, use the maximum speed and adjust the feed rate.
- Adjust milling condition when unusual vibration, different sound occur by cutting.
- ワークや機械により振動や異音が発生するときは、 状況に応じて切削条件を変更してください。
Application Guide on Grooving Milling with NACHI GS MILL HEAVY ø6mm – ø20mm GSHV LIST9430:
被削材
Work Material
切削条件
Milling Conditions
外径 Dia. of Mill
mm |
構造用鋼、炭素鋼
Structural Steels,Carbon Steels
SS,SC
(150~250HB) |
鋳物
Cast Irons
FC,FCD |
合金鋼、プレハードン鋼
Alloy Steels,Pre-hardened Steels
SCM,NAK,HPM
(25~35HRC) |
焼入鋼
Hardened Steels
(45~50HRC) |
ステンレス鋼
Stainless Steels
SUS304,316 |
耐熱合金、チタン合金
Nickel Alloys,Titanium Alloys
(20~45HRC) |
回転数
Rotation
min-1 |
送り速度
Feed
mm/min |
回転数
Rotation
min-1 |
送り速度
Feed
mm/min |
回転数
Rotation
min-1 |
送り速度
Feed
mm/min |
回転数
Rotation
min-1 |
送り速度
Feed
mm/min |
回転数
Rotation
min-1 |
送り速度
Feed
mm/min |
回転数
Rotation
min-1 |
送り速度
Feed
mm/min |
| 6 |
3700 |
620 |
4200 |
710 |
3200 |
380 |
1900 |
200 |
2700 |
190 |
1100 |
80 |
| 8 |
2800 |
620 |
3200 |
710 |
2400 |
380 |
1400 |
200 |
2000 |
190 |
800 |
80 |
| 10 |
2200 |
620 |
2600 |
710 |
1900 |
380 |
1100 |
200 |
1600 |
190 |
650 |
80 |
| 12 |
1900 |
620 |
2100 |
710 |
1600 |
380 |
900 |
200 |
1300 |
190 |
550 |
80 |
| 16 |
1400 |
580 |
1600 |
660 |
1200 |
340 |
700 |
180 |
1000 |
160 |
400 |
60 |
| 20 |
1100 |
540 |
1300 |
620 |
950 |
300 |
550 |
160 |
800 |
130 |
320 |
50 |
溝加工
Grooving |
ap |
0.7D |
0.2D |
0.3D |
0.2D |
NOTES:
- Use highly rigid machining center and holder.
- Grooving is not recommended use in #30 taper spindle machining center.
- Use in wet condition in case of Stainless Steels, Nickel Alloys, Titanium Alloys.