








































































































































Cutting Tools
Apa itu tapping?
Apr
Industri terkait pengencang fastener ini di Indonesia kita kenal dengan nama ulir drat, sekrup, mur maupun baut. Perangkat pengencang ini memang digunakan untuk membuat sambungan tidak permanen; yaitu, sambungan yang dapat dilepas atau dibongkar tanpa merusak komponen penyambung. Setiap set mata bor tapping dan pisau bor diatur oleh standar yang cocok satu sama lain sehingga Anda dapat mengebor lubang dengan mata bor, lalu gunakan mata bor tapping yang sesuai untuk membuat ulir pengikat fastener tersebut.
TAPPING DAN FUNGSINYA
Dalam aplikasi modern permesinan, pengeboran pada permukaan yang kemudian dilanjut dengan tapping maupun merupakan bagian terpenting dalam membuat ulir pengencang pada komponen fastener. Fastener (US English) atau fastening (UK English) dikenal sebagai mekanisme yang secara mekanis menggabungkan atau menempelkan dan mengunci dua atau lebih objek secara bersamaan. Umumnya Tapping bisa dilakukan pada lubang yang berdiameter kecil. Pada artikel ini kita bahas secara ringkas definis dari operasi Tapping saja, namun jika kamu ingin tahu tentang threading silahkan baca dihalaman threading.
Di bagian unit kerja produksi, lubang dengan ulir sekrup betina sering dibutuhkan; mereka menerima sekrup jantan untuk memfasilitasi pembangunan dan pengikat rakitan yang sudah jadi. Salah satu cara paling umum untuk menghasilkan lubang berulir tersebut adalah dengan mengebor lubang dengan ukuran yang sesuai dengan bor bit dan kemudian ketuk dengan keran. Jika ingin membuat ulir drat fastener pada lubang yang relatif besar diameternya (>5CM), maka sebaiknya digunakan mesin bubut dan insert boring bar saja.
Setiap ukuran standar ulir betina memiliki satu atau beberapa ukuran mata bor yang sesuai yang berada dalam kisaran ukuran yang sesuai — sedikit lebih besar dari diameter kecil ulir jantan kawin, tetapi lebih kecil dari pitchnya Dan diameter utama. Bor dengan ukuran yang sesuai ini disebut bor tap untuk ukuran ulir tersebut, karena ini adalah bor yang tepat untuk diikuti oleh tap. Banyak ukuran ulir memiliki beberapa kemungkinan bor tap, karena menghasilkan ulir dengan kedalaman ulir yang bervariasi antara 50% dan 100%. Biasanya kedalaman benang yang diinginkan adalah 60% hingga 75%.
SEJARAH TAPPING
Beberapa penelitian menunjukkan bahwa terminologi berasal dari awal 1800-an, ketika sebagian besar aplikasi threading secara harfiah dilakukan dengan tangan. Namun, ketika “Zaman Mesin” menabraknya setelah 1880, istilah Hand Tap masih digunakan untuk tapping yang tidak berubah dalam desain, dan sekarang digunakan pada mesin, serta dengan tangan.
Teknologi fastener ini sudah lama sekali ditemukan dari aplikasi teknik pengolahan meubel kayu hingga pembuatan mesin dan motor listrik hingga elektronik. Jika fastener mengencangkan secara tidak permanen atau bisa dibongkar pasang, maka pengelasan adalah contoh membuat sambungan permanen. Pengencang fastener besi dan baja biasanya terbuat dari material stainless steel, baja karbon, atau baja paduan.
Tapping merupakan proses membuat ulir pengunci internal (yaitu di dalam atau di dalam lubang) dengan menggunakan mata potong set tapping yang dimensinya mirip dengan mata bor. misalnya thread atau ulir sekrup yang diproduksi di dalam mur. Selain itu threading atau proses tapping tidak dapat direpresentasikan sebagai proses pembentukan karena saat membuat thread atau ulir sekrup (internal / eksternal) sejumlah materi akan dihilangkan dalam bentuk serpihan logam atau chipping. Karena itu keduanya diperlakukan sebagai proses pemotongan saja.
ALAT KERJA TAPPING
Taps drill, Snei/Dies dan Turning Insert merupakan beberapa alat yang digunakan untuk membuat ulir sekrup atau juga dikenal hanya dengan threading. Namun, dalam operasinya tentu berbeda penggunaannya dalam jenis mesin kerjanya dan ukuran serta geometri fastener yang diinginkan.
Dies atau Snei yang memotong thread atau ulir sekrup eksternal pada bahan silinder, seperti batang, akan menciptakan potongan ulir jantan yang berfungsi seperti baut. Dies umumnya dibuat dalam dua tipe: tipe solid padat dan tipe yang dapat disetel ukurannya.
Die padat memotong bentuk dan kedalaman thread atau ulir sekrup nominal, yang akurasinya tergantung pada tingkat presisi pembuatan die, serta efek keausan. Pasangan yang dapat disetel dapat sedikit dikompresi atau diperluas untuk memberikan kompensasi untuk keausan, atau untuk mencapai kelas kecocokan thread atau ulir sekrup yang berbeda (kelas A, B dan lebih jarang, C).
Benda kerja (kosong) yang akan diulir, yang biasanya berdiameter sedikit lebih kecil dari diameter utama die, diberikan sedikit lancip (talang) di ujung yang akan diulir. Talang ini membantu memusatkan die pada bagian yang kosong dan mengurangi gaya yang diperlukan untuk memulai pemotongan thread atau ulir sekrup. Setelah dadu dimulai, ia akan makan sendiri. Pembalikan dies secara berkala sering diperlukan untuk memecahkan chip dan mencegah crowding.
Pasangan Snei atau Die Nut, juga dikenal sebagai dies threading, merupakan dies dibuat untuk membersihkan thread atau ulir sekrup yang rusak, tidak memiliki split untuk mengubah ukuran dan terbuat dari batang heksagonal sehingga kunci pas dapat digunakan untuk mengubahnya. Proses memperbaiki ulir pengunci yang rusak disebut sebagai “pengejaran.” Memformat ulang dies tidak dapat digunakan untuk memotong ulir pengunci baru.
Mata tapping yang digunakan untuk memotong atau akan membentuk bagian betina dari pasangan kawin (mis. Mur). Dies atau Snei yang digunakan untuk memotong atau membentuk bagian jantan dari pasangan kawin (mis. Baut).
MESIN & APLIKASI TAPPING APA SAJA?
Tergantung dari ukuran diameter lubang yang akan diberi ulir internal untuk keperluan fastener, tapping bisa dilakukan dengan berbagai cara dan berbeda pula istilah maupun alat cutting tool yang dibutuhkan.
1. HAND TAPPING
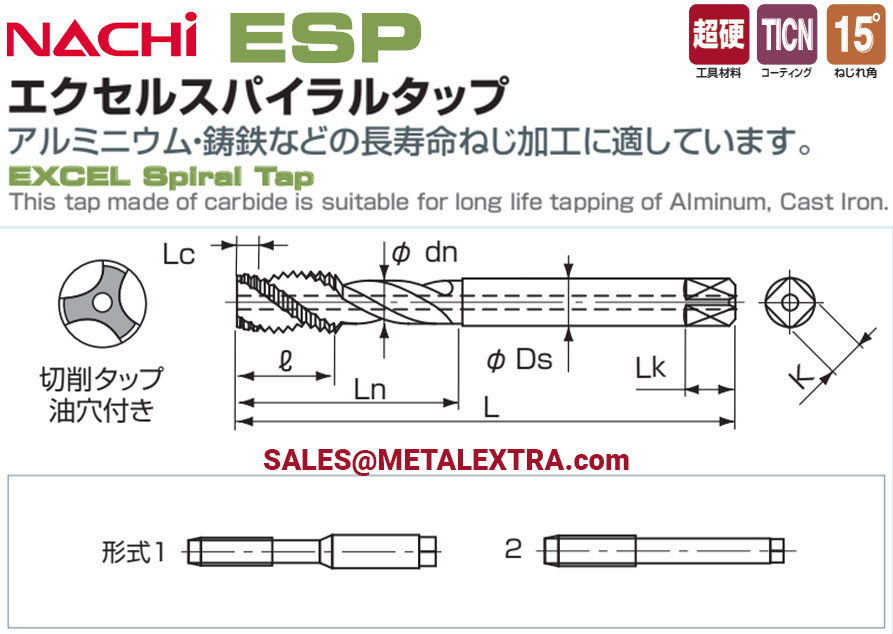
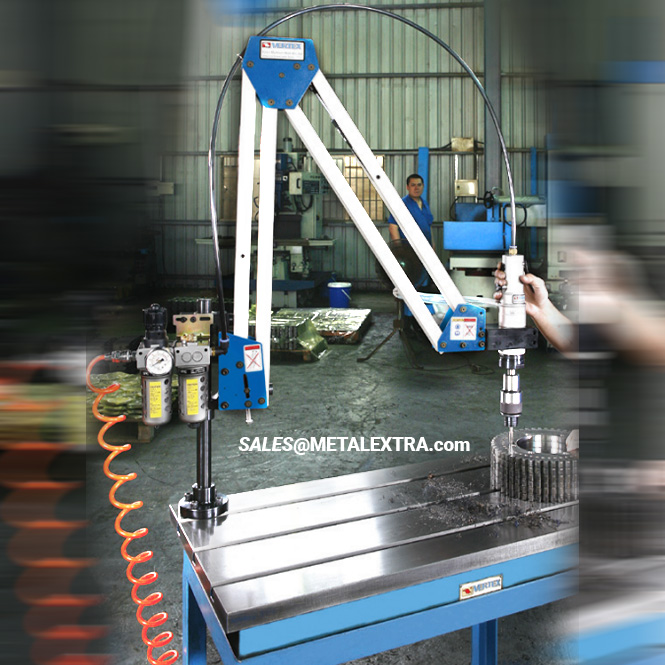
Tapping untuk diameter kecil bisa dilakukan dengan hand-tap atau obeng yang memiliki mata tapping, maupun dengan dijepit bor listrik maupun mesin tapping dan mesin milling. Istilah “Hand Tap” secara tradisional telah diterapkan pada tapping ukuran fraksional yang memiliki panjang tujuan umum standar. Sebagian besar produsen tidak membatasi deskripsi hingga ukuran fraksional. Diasumsikan sebagai seruling lurus, ini merupakan tapping yang serulingnya disediakan sebagai ruang untuk menampung serpihan logam atau chipping yang dibuat saat pemotongan tapping.
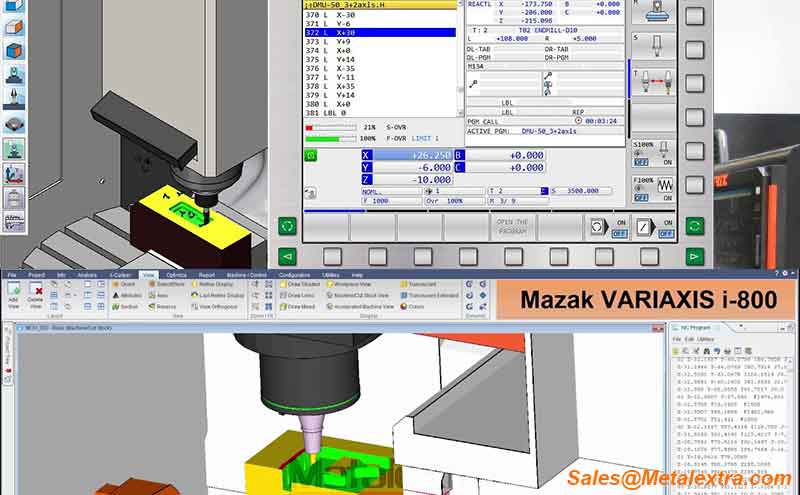
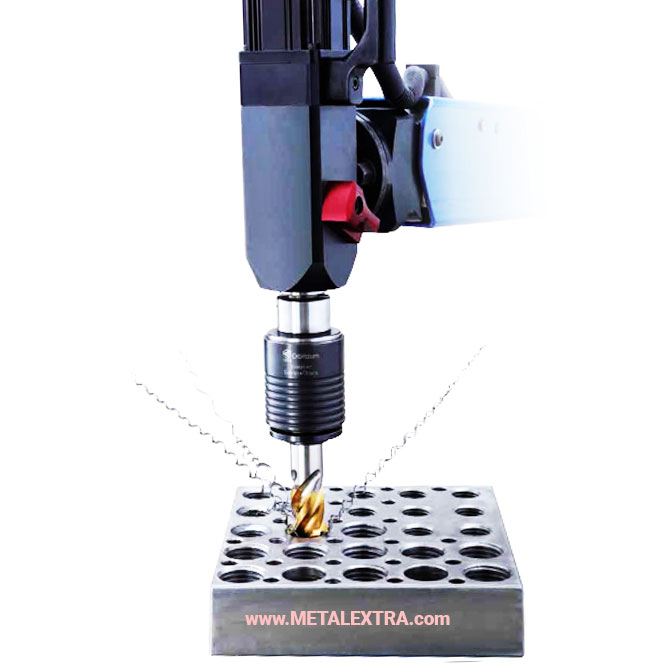
2. MESIN MILLING & MACHINE TAP
Karena tapping “mesin” merupakan operasi yang jauh lebih cepat daripada memutar tapping dengan tangan, evakuasi chip menjadi lebih sulit dikendalikan. “tapping Mesin” akan didefinisikan sebagai seruling yang dirancang dengan geometri untuk mengarahkan aliran chip keluar dari lubang. tapping titik-spiral dan Spiral-bergalur cocok dengan kategori ini. Perubahan pada geometri seruling ini meningkatkan efisiensi tapping. Saat ini, dengan meningkatnya penggunaan lubang pendingin dalam tapping, dan aliran pendingin arah eksternal, tapping “tangan” seruling dapat menawarkan bantuan serupa dengan evakuasi chip, namun masih dirasakan oleh beberapa orang sebagai berbeda dari “ mesin ”tapping.
2. MESIN BUBUT/LATHE
Tapping dalam istilah bubut biasanya menggunakan insert turning. Jangan pernah keliru istilah turning dengan bubut karena artinya sebenarnya sama. Operasi mesin bubut umumnya ada 2 jenis yaitu vertikal dan horizontal. untuk aplikasi tapping ini juga ada banyak standard dan jenis alat pemotongnya. Proses memotong atau membentuk thread atau ulir sekrup menggunakan tapping disebut proses tapping, sedangkan proses menggunakan die atau operasi sisipan balik disebut threading.
Kedua jenis alat potong pisau bor Tapping Tangan atau Hand Tap dan tapping Mesin atau Hand Tap sebenarnya dibuat dari bahan dasar yang sama, dan dapat digunakan dengan metode mana pun. Keputusan desain mana yang akan digunakan harus dipengaruhi oleh kebutuhan pekerjaan.
3. MINYAK PELUMAS & COOLANT TAPPING
Penggunaan pelumas yang cocok sangat penting untuk sebagian besar operasi proses tapping dan penguliran. Pelumas yang disarankan untuk beberapa bahan umum merupakan sebagai berikut:
Baja karbon (ringan)
Minyak pemotongan berbahan dasar minyak atau sintetis.
Baja paduan
Minyak pemotongan berbasis minyak bumi dicampur dengan sejumlah kecil (sekitar 10 persen) minyak tanah atau mineral. Campuran ini juga cocok untuk digunakan dengan stainless steel.
Besi cor
Tidak ada pelumas Ledakan udara kecepatan rendah harus digunakan untuk membersihkan chip.
Aluminium
Minyak tanah atau minyak kerosin bisa dicampur dengan sejumlah kecil (15–25 persen) minyak pemotongan berbasis minyak bumi yang tidak gampang menguap seperti solar juga bisa. Dalam beberapa kasus, produk seperti WD-40, CRC 5-56 dan 3-In-One merupakan pengganti yang dapat diterima.
Kuningan
Minyak tanah atau mineral.
Perunggu
Minyak tanah atau dicampur dengan sejumlah kecil (10–15 persen) minyak solar.
KESIMPULAN
Saat memilih pengikat fastener untuk aplikasi industri, penting untuk mempertimbangkan berbagai faktor. Jenis material, aplikasi kegunaan, standar ulir yang digunakan, apakah Jepang JIS, atau Jerman DIN, atau standar Inggris UKAS atau ISO, Threading, beban kekencangan yang diterapkan pada pengikat, kekakuan pengikat, dan jumlah pengencang yang dibutuhkan semua harus diperhitungkan.
Metalextra menawarkan rangkaian alat Threading dan Tapping lengkap yang mencakup semua profil ulir dan grup bahan – dioptimalkan hingga proses pengujian akurasinya. Ada banyak pilihan solusi yang bisa dioptimalkan untuk fleksibilitas fastener yang anda kerjakan.
Jika Anda berminat untuk membeli perlengkapan alat countersink, deburring, cutting tool maupun hand tooling silahkan hubungi kami melalui chat online yang ada di pojok kanan bawah website ini atau melalui email : moc.artxelatem@selas
Semoga menambah bahan referensi anda! Wassalam!
Sumber:
Tim Kreatif Metalextra.com, Tulisan ini merupakan opini Pribadi di media milik sendiri.