







































































































































04
Jun
Jun
Komponen presisi tinggi seperti suku cadang impeler dan bilah baling-baling kapal, komponen medis, cetakan, rumah roda gigi, dan badan katup menyisakan sedikit ruang untuk kesalahan. Proses frais benda industri presisi ini tentu melibatkan gerakan pahat kompleks yang membutuhkan kordinasi simultan dari bagian dan alat. Pengaturan yang tepat dan pilihan peralatan menghasilkan hasil akhir yang lebih baik, masa pakai tool yang lebih lama. Oleh sebab itululah diperlukan mesin kerja CNC yang mengontrol jalur pergerakan pisau frais maupun meja material.

CNC DAN G-CODE
Sistem permesinan modern saat ini memang sudah menggunakan bantuan kordinasi komputer terporgram. Sistem numerical control dari komputer ini mengutamakan akses dan pendekatan yang tepat ke bagian tersebut, yang merupakan tempat bantuan strategi perkakas dan kerja yang tepat. Semakin kecil atau rumit ciri-ciri tersebut, pikirkan implan gigi, semakin banyak pendekatan penentuan program jalur yang sesuai.
G-code (juga dikenal dengan nama RS-274), memiliki banyak varian, adalah nama umum untuk bahasa pemrograman computer numerical control (CNC) yang paling banyak digunakan. Ini digunakan terutama dalam manufaktur berbantuan komputer untuk mengontrol peralatan mesin otomatis.
G-code merupakan bahasa yang digunakan teknisi untuk memberi tahu jalur peralatan mesin terkomputerisasi dan tahapan kerja dan alat pisau industri untuk membuat sesuatu.
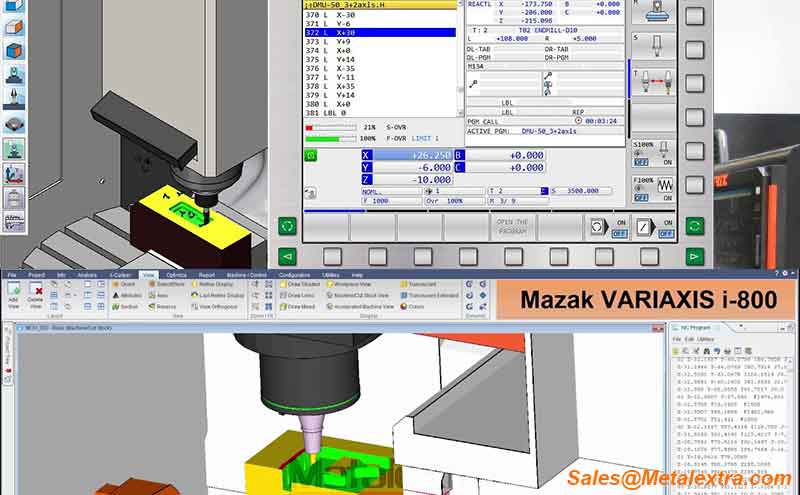
Dalam setting awal pemograman, “HOW” atau “bagaimana” didefinisikan oleh instruksi G-code yang diberikan ke pengontrol mesin (komputer industri) yang memberi tahu motor ke mana harus bergerak, seberapa cepat bergerak, dan jalur apa yang harus diikuti. Dua situasi yang paling umum adalah bahwa, di dalam perkakas mesin seperti mesin bubut atau milling, perkakas frais pemotong digerakkan sesuai dengan petunjuk ini melalui jalur perkakas yang memotong material sehingga hanya menyisakan benda kerja yang sudah jadi dan / atau, benda kerja yang belum selesai ditempatkan secara tepat. di salah satu dari hingga sembilan sumbu di sekitar tiga dimensi relatif terhadap jalur alat dan, salah satu atau keduanya dapat bergerak relatif satu sama lain. Konsep yang sama juga meluas ke alat non-pemotongan seperti alat pembentuk atau pemoles, photoplotting, metode aditif seperti pencetakan 3D, dan alat ukur.
Faktanya, salah satu keuntungan utama dari pemesinan 5-sumbu – juga pemesinan 3 + 2 – adalah memungkinkan penggunaan alat potong yang lebih pendek dan lebih kaku dibandingkan dengan pemesinan 3-sumbu. Umpan feed rate dan kecepatan lebih cepat dengan defleksi alat yang lebih sedikit dan gerakan yang lebih pendek digabungkan untuk menghasilkan penyelesaian yang baik, akurasi yang lebih baik, pemotongan lebih berat, dan lebih sedikit penyiapan, yang semuanya menurunkan waktu siklus total.
Namun, setiap unit mesin milling belum tentu memilki komponen dan penamaan part yang sama, terkadang yang bermerek sama pun belum tentu cocok. Teknologi mesin milling sedunia amat berbeda dari mesin bubut yang sudah sangat teratur standardnya. Mesin bubut sedunia sudah diwajibkan untuk tunduk pada standar ISO, sehingga mata pisau maupun part yang mirip walaupun berbeda merek tetap bisa cocok berdimensi yang nyaris sama.
SEJARAH PENEMUAN G-CODE
Implementasi pertama dari bahasa pemrograman kontrol numerik dikembangkan di MIT Servomechanisms Laboratory pada akhir 1950-an. Bahasa pemrograman G-code ditemukan antara tahun 1958 dan 1961 menurut dokumen resmi. MIT adalah institusi pertama yang mulai menggunakannya dan bereksperimen dengannya. Bahasa pemrograman adalah salah satu bahasa pemrograman paling kuno tetapi meskipun usianya masih menjadi salah satu yang paling banyak digunakan saat ini di banyak lingkungan, termasuk sebagian besar bengkel workshop mesin modern.

Dalam beberapa dekade sejak itu, banyak implementasi telah dikembangkan oleh banyak organisasi (komersial dan nonkomersial). G-code sering digunakan dalam implementasi ini. Versi standar utama yang digunakan di Amerika Serikat diselesaikan oleh Electronic Industries Alliance pada awal 1960-an. Revisi terakhir disetujui pada Februari 1980 sebagai RS-274-D. Di negara lain, standar ISO 6983 sering digunakan, tetapi banyak negara Eropa menggunakan standar lain. Misalnya, DIN 66025 digunakan di Jerman, dan PN-73M-55256 dan PN-93 / M-55251 sebelumnya digunakan di Polandia.
Selama tahun 1970-an hingga 1990-an beberapa pembuat perkakas mesin CNC berusaha mengatasi kesulitan kapasitas dengan menstandarkan pengontrol mesin yang berbeda yang dibuat oleh FANUC.
Di zaman modern, perbedaan dan inkompatibilitas pengontrol tidak merepotkan seperti mesin modern karena mesin modern beroperasi menggunakan CAD / CAM. Mesin CAD / CAM dapat memposting ke versi G-code apa pun karena perangkat lunak tersebut mampu menangani berbagai variasi yang telah ditambahkan oleh produsen mesin ke program selama bertahun-tahun.
Selama tahun 1970-an hingga 1990-an, banyak pembuat perkakas mesin CNC berusaha mengatasi kesulitan kompatibilitas dengan menstandarkan pengontrol peralatan mesin yang dibuat oleh Fanuc. Siemens adalah dominator pasar lainnya dalam kontrol CNC, terutama di Eropa. Di tahun 2010-an, perbedaan dan ketidakcocokan pengontrol tidak terlalu merepotkan karena operasi pemesinan biasanya dikembangkan dengan aplikasi CAD / CAM yang dapat mengeluarkan kode G yang sesuai untuk mesin tertentu melalui alat perangkat lunak yang disebut pasca-prosesor (terkadang disingkat menjadi hanya a “pos”).

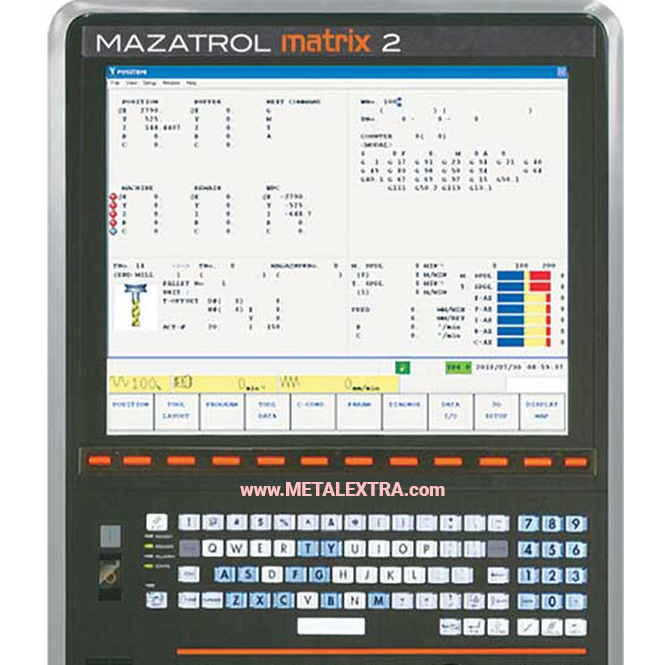
Beberapa mesin CNC menggunakan pemrograman “percakapan”, yang merupakan mode pemrograman mirip wizard yang menyembunyikan kode-G atau sepenuhnya mengabaikan penggunaan kode-G. Beberapa contoh populer adalah Okuma’s Advanced One Touch (AOT), Southwestern Industries ‘ProtoTRAK, Mazak’s Mazatrol, Hurco’s Ultimax and Winmax, Haas’ Intuitive Programming System (IPS), dan perangkat lunak percakapan seperti pada NC CAPS Mori Seiki.
G-code dimulai sebagai bahasa terbatas yang tidak memiliki konstruksi seperti loop, operator bersyarat, dan variabel yang dideklarasikan oleh programmer dengan nama yang termasuk natural-word (atau ekspresi untuk menggunakannya). Itu tidak dapat menyandikan logika, tetapi hanya cara untuk “menghubungkan titik-titik” di mana programmer menemukan banyak lokasi titik secara langsung. Implementasi terbaru dari G-code mencakup kemampuan bahasa makro yang mendekati bahasa pemrograman tingkat tinggi. Selain itu, semua produsen utama (misalnya, Fanuc, Siemens, Heidenhain) menyediakan akses ke data PLC, seperti data posisi sumbu dan data alat, melalui variabel yang digunakan oleh program NC. Konstruksi ini mempermudah pengembangan aplikasi otomasi.
KESIMPULAN
G-code saat ini hamir sama saja penggunaannya diberbagai merek kontroller, namun tentu dibutuhkan pelatihan yang rutin agar semakin terampil. Bila perlu Anda harus selalu sering berlatih menggunakan emulator software maupun material yang lunak agar sesuai cara penggunaannya.
Jika Anda berminat untuk membeli alat kerja milling profesional ataupun beragam alat aksesoris machining dan cutting tool dimensi metric lainnya silahkan hubungi kami melalui chat online yang ada di pojok kanan bawah website ini atau melalui email : moc.artxelatem@selas Semoga bermanfaat. Wassalam!
Sumber: Tim Kreatif Metalextra.com, Tulisan ini merupakan opini Pribadi di media milik sendiri.