









































































































































Jun
Ada banyak sekali ragam merek mesin industri dipasaran Indonesia. Dari mesin semi-auto 3-sumbu ke mesin machining centers yang sudah multi axis lebih dari 5 sumbu. Pasti ada mesin milling dan mesin bubut untuk pekerjaan apa pun yang ingin Anda capai, dan puluhan produsen membuatnya. Di Artikel ini kami akan mencoba menjawab rasa penasaran anda tentang persiapan apa yang perlu dilakukan sebelum memulai rutinitas machining.
PEMAHAMAN UMUM TENTANG METODE KERJA PERMESINAN
Beragam produk suku cadang penting seperti impeler dan bilah, komponen medis, cetakan, rumah roda gigi, dan badan katup menyisakan sedikit ruang untuk kesalahan. Komponen presisi tinggi seperti itu melibatkan proses frais permukaan material kompleks yang membutuhkan gerakan simultan dari bagian dan alat. Pengaturan yang tepat dan pilihan peralatan menghasilkan hasil akhir yang lebih baik, masa pakai tool yang lebih lama. Workshop dengan modal yang kuat tentu ingin beirnvestasi pada machining center lima sumbu. Kemampuan mesin machining center yang bisa membuat komponen apapun juga hanyalah salah komponen dari kesuksesan suatu workshop.

Hal ini mengutamakan akses dan pendekatan yang tepat ke bagian tersebut, yang merupakan tempat bantuan strategi perkakas dan kerja yang tepat. Semakin kecil atau rumit ciri-ciri tersebut, pikirkan implan gigi, semakin banyak pendekatan yang harus mendorong keputusan ini.
Faktanya, salah satu keuntungan utama dari pemesinan 5-sumbu – juga pemesinan 3 + 2 – adalah memungkinkan penggunaan alat potong yang lebih pendek dan lebih kaku dibandingkan dengan pemesinan 3-sumbu. Umpan feed rate dan kecepatan lebih cepat dengan defleksi alat yang lebih sedikit dan gerakan yang lebih pendek digabungkan untuk menghasilkan penyelesaian yang baik, akurasi yang lebih baik, pemotongan lebih berat, dan lebih sedikit penyiapan, yang semuanya menurunkan waktu siklus total.
Namun, setiap unit mesin milling belum tentu memilki komponen dan penamaan part yang sama, terkadang yang bermerek sama pun belum tentu cocok. Teknologi mesin milling sedunia amat berbeda dari mesin bubut yang sudah sangat teratur standardnya. Mesin bubut sedunia sudah diwajibkan untuk tunduk pada standar ISO, sehingga mata pisau maupun part yang mirip walaupun berbeda merek tetap bisa cocok berdimensi yang nyaris sama.

BAGIAN AKSESIBILITAS DAN JARAK AMAN
Untuk meningkatkan akses, dan pada gilirannya kinerja alat, kita perlu memahami area gangguan yang umum. OD dari rumah spindel, untuk satu, membatasi seberapa dekat meja bisa datang ke alat, yang merupakan sesuatu yang mungkin tidak menjadi pertimbangan untuk pemesinan 3-sumbu, kecuali untuk bagian dengan kantong atau kontur yang dalam.
Ukuran tabel adalah pertimbangan gangguan lain. Tabel besar dan bagian kecil mengarah ke apa? Toolholder dan perkakas yang panjang, yang menghasilkan kecepatan rendah, kedalaman pemotongan rendah, dan kemungkinan getaran chatter lebih tinggi.
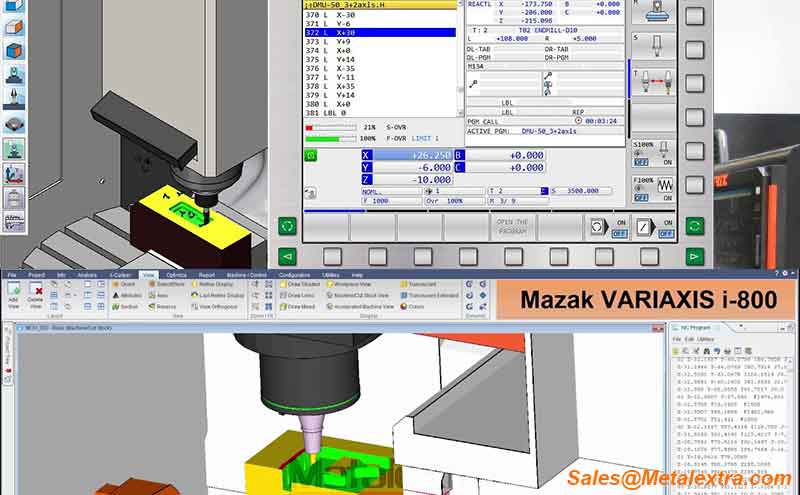
Ada satu perbedaan mendasar dalam permesinan yang kami lihat pertama kali saat membantu pelanggan merancang workholding: Apakah itu mesin bergaya trunnion yang memiringkan dan memutar meja, atau apakah itu mesin bergaya gantry yang benda kerjanya tidak bergerak dan perkakas dan spindel bergerak sepenuhnya di sekitar benda kerja?
Dengan mesin tipe trunnion, komponen harus berputar dan bergerak pada waktu yang sama untuk memungkinkan pemesinan simultan penuh. Anda harus menyadari masalah jarak bebas dengan rumah spindel mesin dan meja mesin, terutama pada kemiringan penuh saat meja tegak lurus.
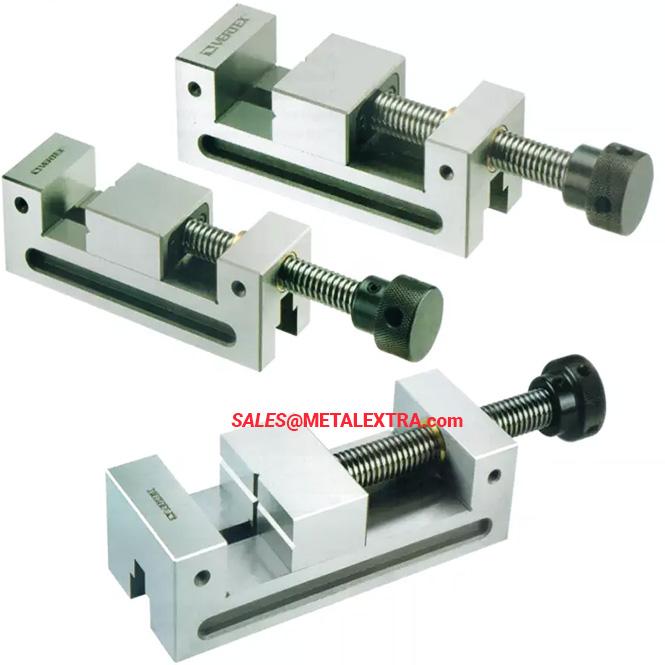
MEMANFAATKAN WORKHOLDING SEPERTI VISE RAGUM, DAN JIG YANG TEPAT
Workholding besar secara tradisional telah memperkenalkan kemungkinan tabrakan sambil membatasi fleksibilitas pengaturan juga, tetapi pendekatan telah dikembangkan untuk menjadikannya aset dalam pemesinan multiaxis.
Teknologi workholding 5-sumbu yang efisien menempatkan dan menstabilkan benda kerja tanpa menghalangi akses ke bagian atas dan samping bagian, dan juga memungkinkan benda kerja yang dijepit untuk dibalik ke orientasi baru untuk operasi pemesinan berikutnya tanpa melepas penjepit dari workholding.
Ada batasan alami seberapa dekat Anda bisa mencapai meja. Opsinya adalah membuat alat terlalu panjang atau mengangkat benda kerja dari meja. Karena prinsip utamanya adalah lebih baik menggunakan alat pendek untuk meminimalkan getaran vibrasi chatter dan memaksimalkan masa pakai dan akurasi alat kerja. Di workshop juga sebaiknya benda kerja memiliki alat bantu angkat maupun rak atau meja meletakkan benda atau material yang baik untuk memungkinkan akses spindel.
Mesin bergaya gantry biasanya bekerja dengan benda kerja struktural dirgantara atau cetakan untuk industri otomotif yang berukuran sangat besar. Sistem tempat kerja tersebar, berdasarkan tapak mesin.
Jika catok ragum standar dinaikkan dari meja, maka ragum ini menghasilkan offset untuk bagian tengah benda kerja bundar. Meskipun sebagian besar mesin 5-sumbu modern dapat menangani offset dinamis, masalah jarak bebas dibuat dengan ujung depan atau ujung spindel catok, menghasilkan massa material yang sangat besar yang tidak benar-benar membantu dengan cara apa pun, tetapi dapat menyebabkan gangguan atau menabrak spindel dan rumahan. Situasi ini bisa dihindari jika anda menguji dan melihat sendiri di mana kedua rahang bergerak secara seragam untuk meminimalkan jumlah offset dinamis.
TOOL HOLDER CHUCK TIPE HIDRAULIK ATAU SHRINK-FIT?

Selain workholding, pilihan tipe toolholder juga berdampak pada akurasi dan masa pakai serta waktu persiapan dari material yang diproses. Anda perlu memahami bahwa secara umum ada 2 tipe tool holder yang tersedia;
1. Shrink-fit toolholder:

Tool holder model Shrink-fit ini memang sengaja dibuat diameternya terlalu kecil untuk menjepit cutting tool seperti endmil dan pisau frais lainnya. Cara pakainya sederhana, anda hanya perlu memanaskan leher holdernya agar memuai dan membesar lalu kemudian bisa dengan mudah dipasang cutting toolnya. Sistem Shrink-fit ini memang mengakomodasi merambatnya panas untuk memperluas ID agar cukup untuk menjepit diameter pisau frais, kemudian didinginkan agar pas merekat di sekitar gagang cutting tool dengan sempurna. Keunggulan Tooldholder Shrink-fit sebagai berikut:
-
Diameter yang kurus dan langsing. Dalam skenario di mana badan diameter bodi collet chuck berisiko bertabrakan dengan meja, pemegang yang tidak terlalu besar ini cenderung menawarkan akses yang baik ke fitur suku cadang, terutama dalam aplikasi jarak jauh.
-
Shrink-fit holder sedikit lebih murah tetapi membutuhkan mesin shrink-fit untuk memanaskan dan mendinginkan dudukan dengan benar, bersama dengan pemahaman tentang cara menghindari panas berlebih dan mengurangi risiko luka bakar.
-
Beragam bentuk dan ekstensi profil menyusut yang berbeda tersedia yang memberikan lebih banyak pilihan.
-
Dudukan Shrink-fit memiliki konsentrisitas dan akurasi yang sangat baik berkat pegangan yang merata di seluruh lingkar betis alat. Meskipun demikian, daya cengkeraman bergantung pada toleransi shank cutting tool dan diameter bodi luar. Yang juga penting untuk diperhatikan, dudukan susut dinding berat memiliki gaya cengkeraman yang lebih tinggi, sementara dudukan dinding ramping mengurangi gaya cengkeraman.
-
Meskipun shrink-fit paling cocok untuk milling sedang hingga kasar, kontrol getaran yang unggul dari chuck hidraulik menjadikannya pilihan yang baik untuk finish milling, reaming, dan drilling.

2. Hydraulic toolholder:
Chuck hidrolik tidak bergantung pada banyak variabel, sementara produksinya selalu konsisten. Keunggulan Tooldholder Hydraulic-fit sebagai berikut:
-
Setelah master bore dibuat selama produksi dan penyetelan yang berulang selama ribuan siklus, toleransi dan gaya penjepitan masih tetap konsisten selama masa pakai pemegang.
-
Keuntungan kedua adalah karakteristik redaman alami yang disediakan oleh hidrolik. Itu tidak berarti bahwa pemegang shrink-fit tidak efektif dalam hal manajemen getaran; runoutnya lima kali lebih baik daripada pemegang side-lock.
-
Harga perunitnya lebih mahal! Ada juga biaya yang perlu diperhitungkan baik untuk pemegangnya sendiri maupun sistem pendukungnya.
-
User friendly, mudah digunakan karena dudukan holder tipe hidraulik hanya memerlukan kunci pas hex standar untuk beroperasi, memungkinkan siapa pun yang memiliki beberapa pelatihan untuk mengganti alat pemotong.
-
Bisa digunakan untuk beragam diameter cutting tool dan sparepart internalnya seperti collete-chuck juga bisa dibeli terpisah.
STRATEGI PENDINGINAN

Metode dan sirkulasi aliran cairan pendingin yang searah bisa disebut sebagai kunci utama untuk menyediakan pembuangan panas yang tepat, tool life yang lebih lama, dan permukaan akhir yang lebih baik. Ada beberapa strategi yang bisa anda gunakan:
1. Opsi pertama, yang harus menjadi standar pada semua mesin, adalah pendingin melalui spindel. Metode ini membuat cairan tepat ke ujung pemotongan bor dan membantu memaksa serpihan material chip agar keluar sesuai dengan arah ulir mata pisau frais. Serpihan yang bisa keluar dengan baik ini akan membantu menghasilkan permukaan yang lebih bersih dan rapi.
2. Pendingin tepat di ujung mata pisau frais maupun endmill membantu untuk alasan yang sama; namun, penting untuk diperhatikan bahwa saat spindel mesin berputar semakin cepat, maka cairan pendingin justru akan menyebar tak karuan dan menyimpang dari target yang diinginkan.
3. Cek takaran perbandingan cairan coolant dan air yang digunakan agar sesuai dengan spesifikasi operasional. Pastikan juga aliran sirkulasi coolant yang digunakan sudah melewati proses filtrasi dan saringan yang wire meshnya masih baik. Bila perlu, gunakan magnetik semi-permanen untuk membersihkan cairan coolant tersebut.
4. Opsi berikutnya yang perlu dipertimbangkan adalah menggunakan semburan cairan pendingin yang diarahkan pada dudukan ragumnya. Produsen peralatan menawarkan holder, atau dalam beberapa kasus adapter collet, yang secara khusus memiliki kontur yang memiringkan lubang pengiriman pendingin untuk mempertahankan arah aliran pendingin.
Membanjiri permukaan bagian yang akan dipotong dengan tekanan terlalu tinggi malah tidak selalu bekerja dengan baik. Oleh sebab itu pompa coolant juga harus disesuaikan tekanannya dengan putaran mesin.
PERSIAPAN PISAU FRAIS DAN DIMENSI PEMOTONG
Kontrol mesin machining center hingga lima sumbu memang membuka peluang baru untuk menggunakan alat pemotong dengan lebih baik dan geometri pemotong baru bermunculan yang dilengkapi dengan lebih baik untuk pekerjaan 5 sumbu. Jika benda kerja dikerjakan pada sudut yang berbeda dengan bagian alat yang berbeda, diperlukan pemotong simetris. Sangat sedikit pemotong yang kebal terhadap garis campuran atau hasil akhir yang buruk. Namun ada baiknya anda mempersiapkan cutting tool tipe berikut;
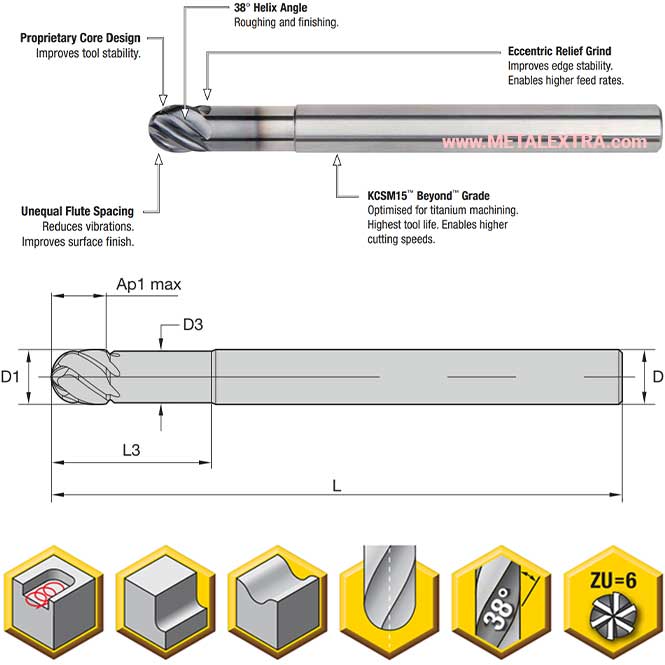
1. Pisau frais endmil tipe Ball end atau Bull-nose
Pisau frais endmil tipe ball-nose memiliki aksi pemotongan nol di ujungnya, menyebabkan material “melumuri” daripada dipotong untuk terangkat oleh seruling. Dari sinilah konsep tip pemotong berasal. Memiringkan sumbu pahat memungkinkan seruling mengambil material, menariknya menjauh dari bagian daripada mendorong, yang menyebabkannya menumpuk pada dirinya sendiri, pemotong, dan permukaan bagian.
2. Pisau frais pemotong segmen lingkaran
Didesain khusus untuk pemesinan 5 sumbu, pisau pemotong frais segmen lingkaran memiliki profil berkontur yang memungkinkan kontak pemotongan lebih lebar dengan permukaan benda kerja berkontur, hampir seperti pabrik ujung bola-hidung super besar. Mereka terbagi dalam beberapa tipe dasar: lancip, lensa, oval, dan laras.
Keuntungan terbesar dari alat ini adalah memberikan hasil akhir permukaan yang setara atau lebih baik dengan stepovers yang lebih besar, menghasilkan lebih sedikit lintasan yang diperlukan untuk mengerjakan permukaan 3D. Kemudian, dengan ujung alat yang berjari-jari kecil, Anda bisa masuk ke sudut yang sempit. Anda tidak hanya dapat melakukan lebih banyak dengan satu alat, tetapi juga menghasilkan permukaan mesin yang berkelanjutan dengan pengurangan yang signifikan dalam masalah pencampuran.
Pisau endmil dengan segmen lingkaran juga tersedia dalam konfigurasi multiflute. Tambahkan semuanya dan Anda akan mendapatkan lebih sedikit tool pass sekaligus mencapai kualitas permukaan yang lebih baik, laju pengumpanan yang lebih cepat, penggantian tool yang lebih sedikit, dan proses pemotongan yang lebih produktif.
3. Endmil tipe multiflute yang ulir pisaunya banyak
Untuk pemesinan 3 + 2 sumbu, anda pasti membutuhkan cutting tool endmil yang mampu bekerja dikecepatan tinggi. Oleh sebab itulah dibutuhkan lebih banyak seruling pada alat pemotong yang memungkinkan Anda mempertahankan kecepatan dan umpan yang lebih tinggi hanya karena lebih banyak tepian yang akan memakan material.
Jika ternyata anda menggunakan mesin milling berkecepatan rendah yang masih 3-sumbu axis, tentu dibutuhkan endmil standar yang maksimal 4 flute saja. Selain itu, jumlah seruling ekstra memberikan permukaan pemotongan yang lebih banyak dan menghasilkan umur pahat lebih lama. Secara keseluruhan, keunggulan ini menghasilkan tingkat pemakanan logam yang jauh lebih tinggi, permukaan akhir yang lebih baik, dan biaya keseluruhan yang lebih rendah.

4. Sediakan cutting tool dan cadangannya yang bervariatif
Redundansi adalah strategi manajemen risiko yang mungkin digunakan oleh workshop besar untuk mesin, peralatan, dan bahkan karyawan. Hal ini menjadi lebih penting dengan aplikasi mesin milling yang memiliki hingga 5 sumbu! Mengapa? Karena sebagian besar tahapan kerja merupakan operasi pemotongan yang berjalan lama dengan pemotong yang terpasang di material untuk jangka waktu yang lama. Akhirnya alat pemotong akan aus, bahkan dari bahan aluminium. Bayangkan apa yang terjadi jika anda harus mencari endmill ekstra di shift malam karena yang sedang digunakan patah?
KESIMPULAN
Mesin milling memang ada banyak jenis desain dan mereknya. Ada yang manual, semi-auto bahkan sudah full axis machining center. Tentu saja ada lusinan merek dan pabrikan lain yang memproduksi mesin penggilingan milling maupun bubut CNC yang bagus dan presisi, dan Anda harus selalu melakukan riset terhadap model individual yang Anda beli agar sesuai cara penggunaannya.
Jika Anda berminat untuk membeli alat kerja milling profesional ataupun beragam alat aksesoris machining dan cutting tool dimensi metric lainnya silahkan hubungi kami melalui chat online yang ada di pojok kanan bawah website ini atau melalui email : moc.artxelatem@selas Semoga bermanfaat. Wassalam!
Sumber: Tim Kreatif Metalextra.com, Tulisan ini merupakan opini Pribadi di media milik sendiri.