







































































































































Cutting Tools
Mata Bor Jobber Drill sesuai nomor ukuran standar Inggris RN/BS 328/ISO 235 /DIN 338

03
Oct
Oct
Jobber drill atau mata bor standar pertukangan mungkin sering dijumpai istilahnya. Mata bor tipe jobber merupakan jenis pisau bor profesional maupun consumer rumahan yang sering digunakan. mata bor ini mencakup diameter bor dari 1 mm hingga lebih dari 60mm. Tentu saja aplikasi kegunaan dan kualitasnya saat memilih mata bor jobber drill juga beragam. Ada yang bekerja dengan mesin bor tangan powertool, kombinasi mesin cutting tool untuk aplikasi industri, juga mempertimbangkan berbagai faktor seperti daya mesin, geometri, feed pemakanan, coolant, bahkan holder dan tipe materialnya.
KENAPA PISAU BOR BANYAK STANDARNYA?
Pemakaian Mata Bor Pada Mesin pertukangan Industri menyebabkan logam mata bor menghasilkan energi panas tinggi pada ujung ujung pisau selama pemotongan, bor juga memiliki ketahanan panas dan ketahanan aus sama hal dengan dan mesin bahkan manusia yang selalu bekerja dan bergerak pasti mengalami titik masa pakai dan kekuatan sehingga pergantian mata bor baru ataupun perawatan mata bor dalam dunia industri sangat diperlukan akan terhindar dari masalah dalam pertukangan maupun industri.
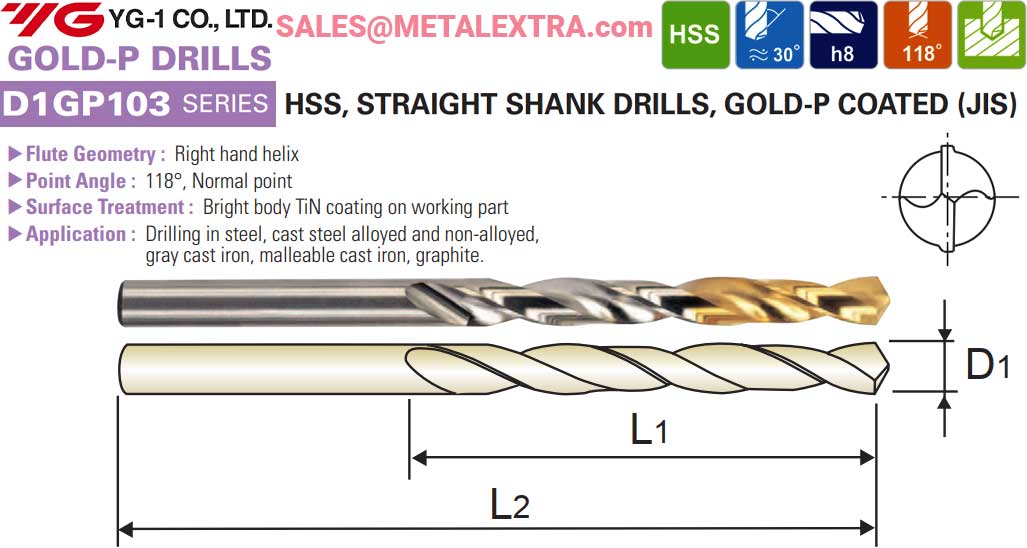
Sebagian besar mata bor untuk penggunaan konsumen memiliki gagang shank lurus. Namun, untuk pengeboran tugas berat di industri, mata bor dengan shank runcing terkadang digunakan. Jenis shank lain yang digunakan termasuk berbentuk hex, dan berbagai sistem holder penjepit yang unik dari pabrikan karena tipenya pelepasan cepat (quick release systems).
Rasio diameter-panjang mata bor biasanya antara 1: 1 dan 1:10. Rasio yang jauh lebih tinggi dimungkinkan (misalnya, mata bor “panjang pesawat”, mata bor senapan minyak bertekanan, dll.), tetapi semakin tinggi rasionya, semakin besar tantangan teknis untuk menghasilkan pekerjaan yang baik.
Geometri pisau bor yang terbaik untuk digunakan tergantung pada sifat material yang dibor.Tabel berikut mencantumkan geometri yang direkomendasikan untuk beberapa material yang biasa dibor. Tergantung dari material yang akan anda potong dan akurasi yang anda kejar, resiko patahnya mata bor tentu bisa dihindari dengan penerapan mata bor yang cocok dan spesifikasi mesin yang sesuai pula.
Misalnya; permintaan akan Industri Teknologi maupun Otomotif untuk pembuatan lubang sekrup pada blok mesin berbahan baja, tentu menyebabkan kebutuhan untuk bor tipe solid Carbide yang cocok untuk permesinan presisi tinggi. Mata bor yang sama tentu tidak cocok jika digunakan untuk melubangi material semen cor maupun untuk melubangi material fiberglass yang sifatnya berserat tinggi dan sangat berdebu.
JENIS MATA BOR DAN CARA PEMAKAIANNYA
Berikut ini klasifikasi umum tentang bentuk geometri dari mata pisau bor yang sering dicantumkan dalam spek katalog:
-
Bentuk pisau Spiral (atau tingkat derajat kemiringan sudut ulir dari twist drill) di mata bor mengontrol kecepatan pelepasan chip. Mata bor spiral cepat (tingkat putaran tinggi atau “seruling kompak”) digunakan dalam aplikasi kecepatan pemakanan tinggi di bawah kecepatan spindel rendah, di mana pelepasan volume besar chip diperlukan. Mata bor spiral tipe rendah (tingkat putaran rendah atau “seruling memanjang”) digunakan dalam aplikasi pemotongan di mana kecepatan pemotongan tinggi secara tradisional digunakan, dan di mana material memiliki kecenderungan untuk mengoyak atau menyumbat mata bor. lubang, seperti aluminium atau tembaga.
-
Bentuk ujung tombak pisau bersudut runcing, atau sudut yang terbentuk pada ujung mata bor, ditentukan oleh jenis material tempat mata bor akan dioperasikan. Material yang lebih keras memerlukan sudut titik yang lebih besar, dan material yang lebih lunak memerlukan sudut yang lebih tajam. Sudut titik yang tepat untuk kekerasan bahan mempengaruhi kemampuan pemakanan, akurasi bentuk lubang yang dihasilkan. vibrasi, bentuk lubang, dan tingkat keausan.
-
Sudut bibir atau sudut tepian pisau ulir bor menentukan jumlah dukungan daya pemakanan material yang diberikan ke ujung tombak pisau bor. Sudut bibir yang lebih besar akan menyebabkan mata bor terpotong lebih agresif di bawah jumlah tekanan titik yang sama dengan mata bor dengan sudut bibir yang lebih kecil. Kedua kondisi tersebut dapat menyebabkan pengikatan, keausan, Sudut titik yang sangat lancip memiliki lebih banyak area permukaan web yang disajikan pada pekerjaan pada satu waktu, membutuhkan sudut bibir yang agresif, di mana bagian yang datar sangat sensitif terhadap perubahan kecil pada sudut bibir karena area permukaan kecil yang menopang tepi tajam.
-
Panjang fungsional mata bor menentukan seberapa dalam sebuah lubang dapat dibor, dan juga menentukan kekakuan mata bor dan akurasi lubang yang dihasilkan. Sementara mata bor yang lebih panjang dapat mengebor lubang yang lebih dalam, mereka lebih fleksibel yang berarti lubang yang mereka bor mungkin miliki. Mata bor putar tersedia dalam panjang standar, disebut sebagai Stub-length atau Screw-Machine-length (pendek), Jobber-length yang sangat umum (sedang), dan Taper-length atau Long-Series (panjang).
- Standar fungsional diameter mata bor untuk keperluan pembuatan ulir sekrup atau fastener, umumnya berpasangan dengan jenis pisau pisau reamer atau pisau tapping yang cocok digunakan. Oleh karena ulir sekrup memiliki standar masing-masing, diperlukan standar kekakuan mata bor dan akurasi lubang yang dihasilkan.
UKURAN MATA BOR JOBBER DRILL BERDASARKAN STANDAR INGGRIS
Bagan ini menunjukkan diameter bor pengukur angka ukuran 80 (terkecil) hingga ukuran 1 (terbesar).
| Drill | mm | Inch |
| 80 | 0.34 | 0.0135 |
| 79 | 0.37 | 0.0145 |
| 78 | 0.41 | 0.016 |
| 77 | 0.46 | 0.018 |
| 76 | 0.51 | 0.02 |
| 75 | 0.53 | 0.021 |
| 74 | 0.57 | 0.0225 |
| 73 | 0.61 | 0.024 |
| 72 | 0.64 | 0.025 |
| 71 | 0.66 | 0.026 |
| 70 | 0.71 | 0.028 |
| 69 | 0.74 | 0.029 |
| 68 | 0.79 | 0.031 |
| 67 | 0.81 | 0.032 |
| 66 | 0.84 | 0.033 |
| 65 | 0.89 | 0.035 |
| 64 | 0.91 | 0.036 |
| 63 | 0.94 | 0.037 |
| 62 | 0.97 | 0.038 |
| 61 | 0.99 | 0.039 |
| 60 | 1.02 | 0.04 |
| 59 | 1.04 | 0.041 |
| 58 | 1.07 | 0.042 |
| 57 | 1.09 | 0.043 |
| 56 | 1.18 | 0.0465 |
| 55 | 1.32 | 0.052 |
| 54 | 1.4 | 0.055 |
| 53 | 1.51 | 0.0595 |
| 52 | 1.61 | 0.0635 |
| 51 | 1.7 | 0.067 |
| 50 | 1.78 | 0.07 |
| 49 | 1.85 | 0.073 |
| 48 | 1.93 | 0.076 |
| 47 | 1.99 | 0.0785 |
| 46 | 2.06 | 0.081 |
| 45 | 2.08 | 0.082 |
| 44 | 2.18 | 0.086 |
| 43 | 2.26 | 0.089 |
| 42 | 2.37 | 0.0935 |
| 41 | 2.44 | 0.096 |
| 40 | 2.49 | 0.098 |
| 39 | 2.53 | 0.0995 |
| 38 | 2.58 | 0.1015 |
| 37 | 2.64 | 0.104 |
| 36 | 2.71 | 0.1065 |
| 35 | 2.79 | 0.11 |
| 34 | 2.82 | 0.111 |
| 33 | 2.87 | 0.113 |
| 32 | 2.95 | 0.116 |
| 31 | 3.05 | 0.12 |
| 30 | 3.26 | 0.1285 |
| 29 | 3.45 | 0.136 |
| 28 | 3.56 | 0.14 |
| 27 | 3.66 | 0.144 |
| 26 | 3.73 | 0.147 |
| 25 | 3.81 | 0.15 |
| 24 | 3.86 | 0.152 |
| 23 | 3.91 | 0.154 |
| 22 | 3.99 | 0.157 |
| 21 | 4.04 | 0.159 |
| 20 | 4.09 | 0.161 |
| 19 | 4.22 | 0.166 |
| 18 | 4.32 | 0.17 |
| 17 | 4.39 | 0.173 |
| 16 | 4.5 | 0.177 |
| 15 | 4.57 | 0.18 |
| 14 | 4.62 | 0.182 |
| 13 | 4.7 | 0.185 |
| 12 | 4.8 | 0.189 |
| 11 | 4.85 | 0.191 |
| 10 | 4.9 | 0.193 |
| 9 | 4.98 | 0.196 |
| 8 | 5.05 | 0.199 |
| 7 | 5.11 | 0.201 |
| 6 | 5.18 | 0.204 |
| 5 | 5.21 | 0.205 |
| 4 | 5.31 | 0.209 |
| 3 | 5.41 | 0.213 |
| 2 | 5.61 | 0.221 |
| 1 | 5.79 | 0.228 |

KESIMPULAN
Metalextra menawarkan rangkaian alat kerja cutting tool lengkap yang mencakup semua profil ulir dan grup bahan – dioptimalkan hingga proses pengujian akurasinya. Ada banyak pilihan solusi yang bisa dioptimalkan untuk fleksibilitas fastener yang anda kerjakan.
Jika Anda berminat untuk membeli perlengkapan alat countersink, deburring, cutting tool maupun hand tooling silahkan hubungi kami melalui chat online yang ada di pojok kanan bawah website ini atau melalui email : moc.artxelatem@selas
Semoga menambah bahan referensi anda! Wassalam!
Sumber:
Tim Kreatif Metalextra.com, Tulisan ini merupakan opini Pribadi di media milik sendiri.