








































































































































Cutting Tools, Expertise
Tap and dies Snei itu apa sih?
Dec
Salah satu cara yang paling umum untuk membuat lubang berulir tersebut adalah dengan mengebor lubang dengan ukuran yang sesuai dengan mata bor dan kemudian menggerus ulirnya dengan metode tapping. Di bagian komponen fastener yang akan disambung secara non-permanen, lubang dengan ulir sekrup betina sering dibutuhkan dengan standar yang sama agar cocok menerima sekrup jantan untuk memfasilitasi pembangunan dan pemasangan rakitan yang sudah jadi.

KENAPA MATA BOR DAN MATA TAPPING WAJIB MENGGUNAKAN STANDAR YANG SERUPA?
Ada banyak cara yang bisa dilakukan untuk membuat ulir drat peralatan fastener. Tentunya diperlukan mata bor yang bagus untuk melubangi setiap material yang akan dibuat menjadi lubang drat sekrup.

Setiap ukuran standar ulir betina kawin memiliki satu atau beberapa ukuran mata bor yang sesuai yang berada dalam kisaran ukuran yang sesuai — sedikit lebih besar dari diameter minor ulir jantan kawin, tetapi lebih kecil dari diameter pitch dan diameter mayornya.
Mata Bor dengan ukuran yang sesuai disebut bor tap untuk ukuran ulir tersebut, karena merupakan bor yang benar untuk diikuti oleh tap. Banyak ukuran ulir thread memiliki beberapa kemungkinan pisau machine tap, karena mereka menghasilkan ulir pengunci dengan kedalaman drat yang bervariasi antara 50% dan 100%. Agar lebih awet terikat, biasanya kedalaman benang yang diinginkan adalah 60% hingga 75%.
Fastener merupakan perangkat keras yang secara mekanis menggabungkan atau menempelkan dua atau lebih objek secara bersamaan. Tentu saja sebelum membuat ulir, kita terlebih dahulu membuat lubang sekrup yang sesuai.
Karena standar industri dari ulir drat dan fastener yang sangat beragam, teknisi sering menggunakan grafik konversi dan persamaan untuk menentukan bor keran yang tepat untuk ukuran benang tertentu atau keran yang tepat untuk lubang yang ada.
TIPE MATA TAPPING BIT YANG UMUM DIGUNAKAN

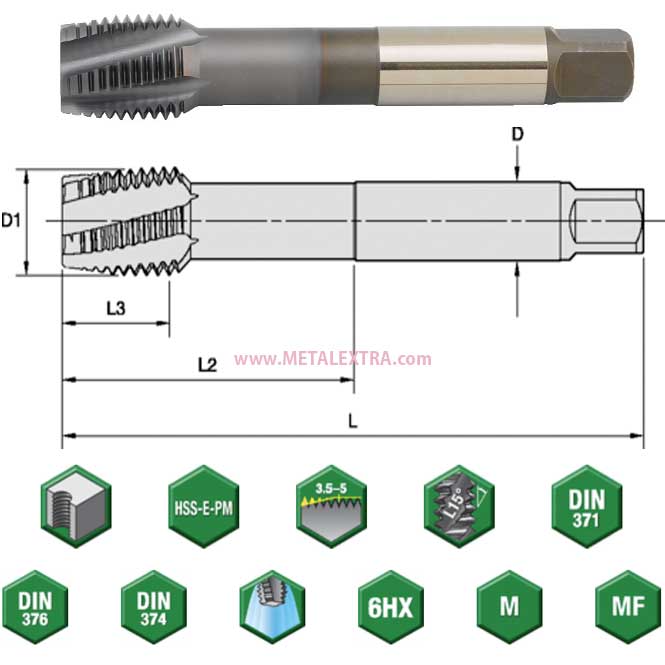
Secara umum, mata pisau tapping ada 3 jenis utama;
Tap bottoming atau tap plug
Tap yang diilustrasikan di bagian atas gambar memiliki tepi tajam yang terus menerus dengan hampir tidak ada lancip – biasanya antara 1 dan 1,5 jumlah ulir tajam. Fitur ini memungkinkan tapping tipe bottom ini untuk memotong ulir thread ke dasar lubang buta yang tidak tembus. Pisau Tapping bottoming biasanya digunakan untuk memotong ulir di dalam lubang yang sebagian telah dilubangi ataupun sudah memiliki ulir kasar ditapping menggunakan tapping bit yang lebih meruncing; ujung yang meruncing (“tap talang”) dari tap bagian bawah terlalu pendek untuk dapat memulai ke dalam lubang yang tidak berulir. Di Amerika Serikat, mereka umumnya dikenal sebagai tap bottoming, tetapi di Australia dan Inggris mereka juga dikenal sebagai Plug Tap.
Intermediate tap, second tap, or plug tap
Mata Tapping yang diilustrasikan di tengah gambar memiliki tepi tajam yang meruncing, yang membantu menyelaraskan dan memulai tap ke dalam lubang yang belum tersentuh. Jumlah ulir runcing biasanya berkisar antara 3 sampai 5. tap sumbat adalah jenis tap yang paling umum digunakan. Di Amerika Serikat, tap ini umumnya dikenal sebagai tap sumbat, sedangkan di Australia dan Inggris tap ini umumnya dikenal sebagai tap kedua.
Tap lancip
Penggerusan tapping kecil yang diilustrasikan di bagian bawah gambar mirip dengan Penggerusan tapping perantara tetapi memiliki lancip yang lebih jelas ke tepi tajam. Fitur ini memberi tap lancip tindakan pemotongan yang sangat bertahap yang kurang agresif dibandingkan dengan tap steker. Jumlah ulir runcing biasanya berkisar antara 8 sampai 10. tap lancip paling sering digunakan ketika material sulit untuk dikerjakan (misalnya, baja paduan) atau tap memiliki diameter yang sangat kecil sehingga mudah pecah.
tap daya
tap di atas umumnya disebut sebagai tap tangan karena dioperasikan secara manual. Selama pengoperasian, masinis harus secara berkala membalik Penggerusan tapping tangan untuk memecahkan chip (juga dikenal sebagai swarf) yang terbentuk dari pemotongan. Ini mencegah bahan yang dipotong berkerumun dan merusak tap.
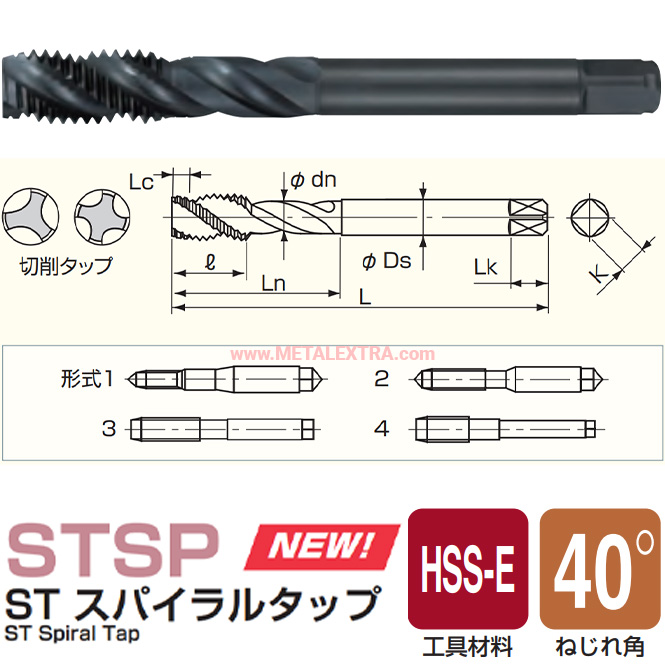
Jenis yang paling umum dari tap yang digerakkan tenaga adalah tap steker “titik spiral”, juga disebut sebagai tap “pistol”, yang ujung tajamnya bergeser secara miring relatif terhadap garis tengah tap.
Tap steker titik spiral (tap “pistol”).
Fitur ini menyebabkan tap terus menerus memecahkan chip dan mengeluarkannya ke dalam lubang, mencegah keramaian. tap titik spiral biasanya digunakan dalam lubang yang menembus seluruh bahan, sehingga serpihan dapat keluar. Versi lain dari tap steker titik spiral adalah tap seruling spiral, yang serulingnya mirip dengan bor puntir. tap seruling spiral banyak digunakan dalam operasi penyadapan otomatis berkecepatan tinggi karena kemampuannya untuk bekerja dengan baik di lubang buta.
Membentuk tap
Tap pembentuk, alias tap fluteless atau tap roll, dengan mudah menggeser logam menjadi bentuk ulir saat diputar ke dalam lubang, alih-alih memotong logam dari sisi lubang seperti yang dilakukan tap pemotongan. Tap yang membentuk sangat mirip dengan tap pemotong tanpa seruling, atau hampir seperti ulir biasa. Ada lobus yang diberi jarak secara berkala di sekitar tap yang benar-benar membentuk ulir saat tap dimasukkan ke dalam lubang dengan ukuran yang sesuai. ulir di belakang lobus sedikit tersembunyi untuk mengurangi gesekan kontak. Karena tap tidak menghasilkan keripik, tidak perlu secara berkala menarik tap untuk membersihkan serpihan material logam atau chips, yang, dalam ulir tap pemotongan, dapat macet dan merusak tap.
Oleh karena itu, pembentukan ulir sangat cocok untuk menyadap lubang buta, yang lebih sulit untuk disadap dengan tap pemotongan karena chip yang menumpuk di dalam lubang. tap pembentuk hanya bekerja pada bahan yang mudah dibentuk seperti baja lunak atau aluminium. ulir yang dibentuk biasanya lebih kuat dari ulir potong. Perhatikan bahwa ukuran bor tap berbeda dari yang digunakan untuk tap pemotongan seperti yang ditunjukkan di kebanyakan tabel bor tap, dan bahwa ukuran lubang yang akurat diperlukan karena lubang yang sedikit berukuran kecil dapat merusak tap. Pelumasan yang tepat sangat penting karena gaya gesekan yang terlibat, oleh karena itu oli pelumas digunakan sebagai pengganti oli pemotongan.

FUNGSI CUTTING TOOL TAPPING & SNEI
Proses pembuatan ulir sekrup maupun baut disebut juga dengan threading. Dari ukuran fastener presisi yang kecil untuk industri elektronik hingga ukuran besar, cutting tool tipe Tapping digunakan untuk memotong atau membentuk bagian betina dari pasangan kawin (mis. Mur). Cetakan digunakan untuk memotong atau membentuk bagian jantan dari pasangan kawin (mis. Baut). Proses memotong atau membentuk ulir atau drat fastener menggunakan Tapping bit dan Dies disebut proses tapping, sedangkan proses menggunakan ring senai disebut threading.
Kedua alat tapping dan Snei dan Tap bisa juga digunakan untuk membersihkan guratan kasar pada ulir, yang disebut chasing. Namun, menggunakan tap atau snei untuk membersihkan thread umumnya akan menghasilkan penipisan beberapa bahan sehingga thread atau ulir drat menjadi longgar dan kurang presisi. Karena itu, thread biasanya dibersihkan menggunakan tap khusus dan cetakan yang dibuat untuk tujuan ini.
Salah satunya kombinasi cutting tools yang digunakan untuk membuat fastener adalah dengan menggunakan kombinasi Tap dan Dies atau biasanya dikenal dengan Snei oleh orang Indonesia. Chaser terbuat dari bahan yang lebih lembut dan tidak mampu memotong ulir thread baru, namun mereka masih lebih pas daripada pengencang yang sebenarnya dan bergalur seperti Tapping bit dan Dies Senai biasa (untuk menyediakan sarana puing-puing seperti tanah dan karat untuk melarikan diri). Salah satu penggunaan yang sangat umum adalah untuk ulir fastener busi otomotif, yang sering mengalami korosi dan penumpukan karbon.

ASAL PENEMUAN SNEI DAN TAPPING
Thread dan keruk pengerjaan logam sering kali dibuat oleh penggunanya selama abad ke-18 dan 19 (terutama jika pengguna mahir dalam membuat alat), menggunakan alat seperti bubut dan file untuk membentuk, dan bengkel untuk pengerasan dan penempaan. Jadi pembangun, misalnya, lokomotif, senjata api, atau mesin tekstil cenderung membuat Tapping bit dan Dies Senai.
Selama abad ke-19, revolusi industri pertama, teknologi permesinan berkembang pesat, dan praktik membeli alat kerja logam seperti Snei dan tapping dari pemasok yang mengkhususkan diri di dalamnya secara bertahap menggantikan sebagian besar pekerjaan in-house tersebut. Pak Joseph Clement adalah salah satu vendor awal Tap dan Snei, dimulai pada 1828.
Dengan diperkenalkannya praktik pengolahan milling maupun teknologi mesin yang lebih maju di tahun 1860-an dan 1870-an, tugas-tugas seperti memotong seruling Tapping bit dengan file tangan menjadi bagian dari masa lalu. Pada awal abad ke-20, praktik penggilingan ulir fastener mengalami evolusi yang signifikan, lebih jauh memajukan seni (dan ilmu terapan) yang canggih dalam memotong ulir sekrup, termasuk yang menggunakan keran dan mati.
Selama abad ke-19 dan ke-20, standardisasi ulir fastener berkembang bersamaan dengan teknik pembuatan ulir fastener, termasuk tap dan dies. Peran cutting tool Tapping dan Snei sangatlah vital dalam manufaktur perlengkapan mesin otomotif dan peralatan perang. Perusahaan tap and die terbesar yang ada di Amerika Serikat adalah Greenfield Tap & Die (GTD) dari Greenfield, Massachusetts. GTD sangat penting bagi upaya perang Sekutu 1940-1945 sehingga senjata anti-pesawat ditempatkan di sekitar pabriknya mengantisipasi kemungkinan serangan udara Axis. Merek GTD sekarang menjadi bagian dari Grup Produk Widia.

KESIMPULAN
Jika Anda merasa sulit untuk mencari alat kerja industri Tapping bit dan Dies Senai yang lebih efektif, jangan ragu untuk mencari bantuan dari spesialis yang dapat membantu Anda memilih yang akan memberi Anda manfaat maksimal.
Hubungi kami melalui chat online yang ada di pojok kanan bawah website ini atau melalui email : moc.artxelatem@selas Semoga bermanfaat. Wassalam!
Sumber: Tim Kreatif Metalextra.com, Tulisan ini merupakan opini Pribadi di media milik sendiri.