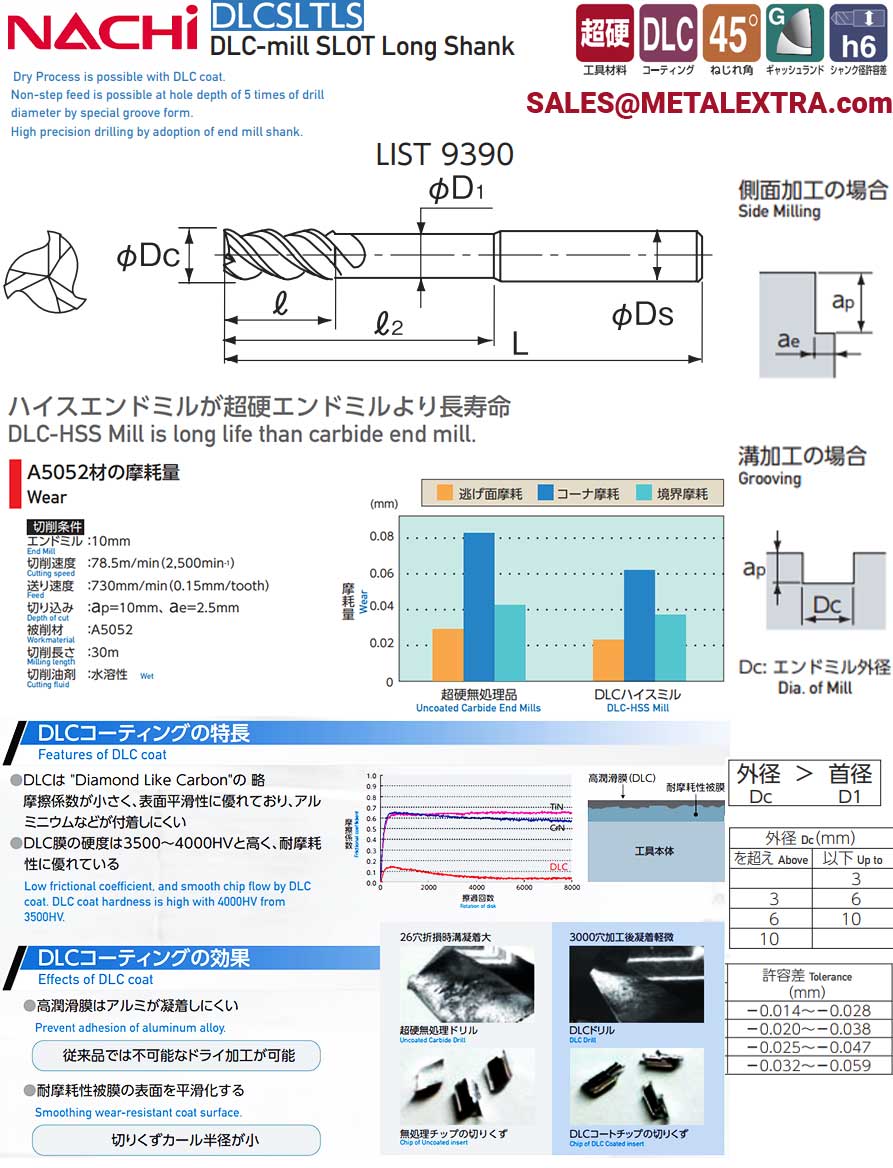
Dimension of NACHI DLC-mill SLOT Long Shank for Aluminum ø2mm – ø20mm DLCSLTLS LIST 9390:

Ordering Guide of NACHI DLC-mill SLOT Long Shank for Aluminum ø2mm – ø20mm DLCSLTLS LIST 9390:
外径
Dc |
刃長 |
♛下長さ
2 |
全長
L |
♛径
D1 |
シャンク径
Ds |
| 2 |
3 |
8 |
50 |
1.9 |
4 |
| 3 |
4.5 |
12 |
60 |
2.9 |
6 |
| 4 |
6 |
16 |
60 |
3.8 |
6 |
| 5 |
7.5 |
20 |
60 |
4.8 |
6 |
| 6 |
9 |
24 |
60 |
5.8 |
6 |
| 7 |
10.5 |
- |
80 |
- |
6 |
| 8 |
12 |
34 |
80 |
7.7 |
8 |
| 9 |
13.5 |
- |
90 |
- |
8 |
| 10 |
15 |
42 |
100 |
9.7 |
10 |
| 11 |
16.5 |
- |
120 |
- |
10 |
| 12 |
18 |
50 |
120 |
11.7 |
12 |
| 13 |
19.5 |
- |
130 |
- |
12 |
| 16 |
24 |
66 |
160 |
15.5 |
16 |
| 17 |
25.5 |
- |
170 |
- |
16 |
| 20 |
30 |
82 |
200 |
19.5 |
20 |
NOTE:
1. Use precise machine and holder.
2. Use in MQL condition or wet condition in case of Sharp corner.
3. Reduce only the feed to 50% of table values in case of DLC-mill Long Sharp Corner.
4. When grooving, reduce the rotation to 70% , and the feed to 25% of table values.
Application Guide on Side Milling with NACHI DLC-mill SLOT Long Shank for Aluminum ø2mm – ø20mm DLCSLTLS LIST 9390:
被削材
Work Material |
純アルミニウム
Aluminum
A1070 |
アルミニウム合金
Aluminum Alloy |
アルミニウム合金鋳物
Aluminum Alloy Casting |
銅合金
Copper Alloy
C1100 |
Si系
A4032 |
Mg系
A5052 |
Mg-Si系
A6061 |
Cu、Zn-Mg系
A2014、A7075 |
Si ~12%
AC2A、AC8C |
Si 12%
ADC12 |
外径
Dia. of Mill
(mm) |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
| 3 |
34500 |
2400 |
21300 |
1300 |
26600 |
1700 |
23900 |
1440 |
23400 |
1330 |
23900 |
1440 |
22600 |
1290 |
10700 |
480 |
| 4 |
25900 |
3100 |
16000 |
1600 |
19900 |
2200 |
18000 |
1900 |
17600 |
1720 |
18000 |
1900 |
17000 |
1660 |
8000 |
700 |
| 6 |
17300 |
3300 |
10700 |
1700 |
13300 |
2300 |
12000 |
2000 |
11700 |
1810 |
12000 |
2000 |
11300 |
1740 |
5400 |
700 |
| 8 |
13000 |
3500 |
8000 |
1800 |
10000 |
2400 |
9000 |
2100 |
8800 |
1910 |
9000 |
2100 |
8500 |
1840 |
4000 |
700 |
| 10 |
10400 |
3500 |
6400 |
1800 |
8000 |
2400 |
7200 |
2100 |
7100 |
1920 |
7200 |
2100 |
6800 |
1840 |
3200 |
700 |
| 12 |
8700 |
3500 |
5400 |
1800 |
6700 |
2500 |
6000 |
2100 |
5900 |
1920 |
6000 |
2100 |
5700 |
1850 |
2700 |
700 |
| 13 |
7900 |
3500 |
4800 |
1800 |
6100 |
2500 |
5500 |
2100 |
5400 |
1920 |
5500 |
2100 |
5100 |
1850 |
2400 |
700 |
| 16 |
6500 |
3300 |
4000 |
1600 |
5000 |
2300 |
4500 |
1900 |
4400 |
1800 |
4500 |
1900 |
4200 |
1700 |
2000 |
600 |
| 17 |
6000 |
3100 |
3700 |
1580 |
4600 |
2200 |
4200 |
1900 |
4100 |
1800 |
4200 |
1900 |
4000 |
1800 |
1900 |
600 |
| 20 |
5200 |
2700 |
3200 |
1400 |
4000 |
1900 |
3600 |
1600 |
3500 |
1500 |
3600 |
1600 |
3400 |
1500 |
1600 |
500 |
NOTES:
1. Use precise machine and holder.
2. Use in MQL condition or wet condition in case of Sharp corner.
3. Reduce only the feed to 50% of table values in case of DLC-mill Long Sharp Corner.
4. When grooving, reduce the rotation to 70% , and the feed to 25% of table values.
ワークや機械により振動や異音が発生するときは、 状況に応じて切削条件を変更してください。
Application Guide on Grooving Milling with NACHI DLC-mill SLOT Long Shank for Aluminum ø2mm – ø20mm DLCSLTLS LIST 9390:
被削材
Work Material |
アルミニウム
Aluminum
A1070 |
アルミニウム合金
Aluminum Alloy |
アルミニウム合金鋳物
Aluminum Alloy Casting |
Si系
A4032 |
Mg系
A5052 |
Mg-Si系
A6061 |
Cu、Zn-Mg系
A2014、A7075 |
Si ~12%
AC2A、AC8C |
Si 12%
ADC12 |
外径
Dia. of Mill
(mm) |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
| 3 |
34500 |
2100 |
21300 |
1100 |
26600 |
1500 |
23900 |
1230 |
23400 |
1140 |
23900 |
1230 |
22600 |
1100 |
| 4 |
25900 |
2300 |
16000 |
1200 |
19900 |
1600 |
18000 |
1400 |
17600 |
1240 |
18000 |
1400 |
17000 |
1200 |
| 6 |
17300 |
2400 |
10700 |
1200 |
13300 |
1700 |
12000 |
1400 |
11700 |
1290 |
12000 |
1400 |
11300 |
1250 |
| 8 |
13000 |
2500 |
8000 |
1300 |
10000 |
1700 |
9000 |
1500 |
8800 |
1340 |
9000 |
1500 |
8500 |
1290 |
| 10 |
10400 |
2500 |
6400 |
1300 |
8000 |
1700 |
7200 |
1500 |
7100 |
1350 |
7200 |
1500 |
6800 |
1290 |
| 12 |
8700 |
2500 |
5400 |
1300 |
6700 |
1700 |
6000 |
1500 |
5900 |
1340 |
6000 |
1500 |
5700 |
1300 |
| 13 |
7900 |
2500 |
4800 |
1300 |
6100 |
1700 |
5500 |
1500 |
5400 |
1340 |
5500 |
1500 |
5100 |
1300 |
| 16 |
6500 |
2300 |
4000 |
1200 |
5000 |
1600 |
4500 |
1400 |
4400 |
1300 |
4500 |
1400 |
4200 |
1200 |
| 17 |
6000 |
2300 |
3700 |
1100 |
4600 |
1500 |
4200 |
1300 |
4100 |
1200 |
4200 |
1300 |
4000 |
1200 |
| 20 |
5200 |
2100 |
3200 |
1000 |
4000 |
1400 |
3600 |
1200 |
3500 |
1100 |
3600 |
1200 |
3400 |
1100 |
Application Guide on High Speed Condition Side Milling with NACHI DLC-mill SLOT Long Shank for Aluminum ø2mm – ø20mm DLCSLTLS LIST 9390:
被削材
Work Material |
アルミニウム
Aluminum
A1070 |
アルミニウム合金
Aluminum Alloy |
アルミニウム合金鋳物
Aluminum Alloy Casting |
銅合金
Copper Alloy
C1100 |
Si系
A4032 |
Mg系
A5052 |
Mg-Si系
A6061 |
Cu、Zn-Mg系
A2014、A7075 |
Si ~12%
AC2A、AC8C |
Si 12%
ADC12 |
外径
Dia. of Mill
(mm) |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
| 3 |
62100 |
5200 |
38200 |
2600 |
47800 |
3700 |
43000 |
3090 |
42100 |
2870 |
43000 |
3090 |
33500 |
2280 |
19100 |
1020 |
| 4 |
51800 |
7400 |
31900 |
3800 |
39800 |
5200 |
35900 |
4500 |
35100 |
4100 |
35900 |
4500 |
27900 |
3260 |
16000 |
1500 |
| 6 |
38000 |
8600 |
23400 |
4400 |
29200 |
6000 |
26300 |
5200 |
25700 |
4750 |
26300 |
5200 |
20500 |
3790 |
11700 |
1700 |
| 8 |
31100 |
9900 |
19100 |
5000 |
23900 |
6900 |
21500 |
5900 |
21100 |
5470 |
21500 |
5900 |
16800 |
4360 |
9600 |
2000 |
| 10 |
24900 |
9900 |
15300 |
5000 |
19100 |
6900 |
17200 |
5900 |
16900 |
5480 |
17200 |
5900 |
13400 |
4350 |
7700 |
2000 |
| 12 |
20700 |
9900 |
12800 |
5000 |
16000 |
7000 |
14400 |
6000 |
14100 |
5490 |
14400 |
6000 |
11200 |
4360 |
6400 |
2000 |
| 13 |
19000 |
9900 |
11700 |
5000 |
14600 |
7000 |
13200 |
6000 |
13000 |
5500 |
13000 |
6000 |
10000 |
4400 |
5900 |
2000 |
| 16 |
15500 |
9300 |
9500 |
4700 |
11900 |
6500 |
10700 |
5600 |
10500 |
5200 |
10700 |
5600 |
8400 |
4100 |
4800 |
1800 |
| 17 |
13300 |
8500 |
8200 |
4300 |
10300 |
6000 |
9300 |
5200 |
9100 |
4700 |
9300 |
5200 |
7200 |
3800 |
4100 |
1700 |
| 20 |
10300 |
6500 |
6400 |
3300 |
8000 |
4600 |
7200 |
3900 |
7000 |
3600 |
7200 |
3900 |
5600 |
2900 |
3200 |
1300 |
Application Guide on High Speed Condition Grooving with NACHI DLC-mill SLOT Long Shank for Aluminum ø2mm – ø20mm DLCSLTLS LIST 9390:
被削材
Work Material |
アルミニウム
Aluminum
A1070 |
アルミニウム合金
Aluminum Alloy |
アルミニウム合金鋳物
Aluminum Alloy Casting |
Si系
A4032 |
Mg系
A5052 |
Mg-Si系
A6061 |
Cu、Zn-Mg系
A2014、A7075 |
Si ~12%
AC2A、AC8C |
Si 12%
ADC12 |
外径
Dia. of Mill
(mm) |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
| 3 |
62100 |
3700 |
38200 |
1900 |
47800 |
2600 |
43000 |
2210 |
42100 |
2050 |
43000 |
2210 |
33500 |
1630 |
| 4 |
51800 |
4500 |
31900 |
2300 |
39800 |
3200 |
35900 |
2700 |
35100 |
2470 |
35900 |
2700 |
27900 |
1960 |
| 6 |
38000 |
5200 |
23400 |
2600 |
29200 |
3600 |
26300 |
3100 |
25700 |
2840 |
26300 |
3100 |
20500 |
2260 |
| 8 |
31100 |
5800 |
19100 |
2900 |
23900 |
4100 |
21500 |
3500 |
21100 |
3200 |
21500 |
3500 |
16800 |
2550 |
| 10 |
24900 |
5800 |
15300 |
2900 |
19100 |
4100 |
17200 |
3500 |
16900 |
3200 |
17200 |
3500 |
13400 |
2540 |
| 12 |
20700 |
5800 |
12800 |
3000 |
16000 |
4100 |
14400 |
3500 |
14100 |
3200 |
14400 |
3500 |
11200 |
2550 |
| 13 |
19000 |
6100 |
11700 |
3000 |
14600 |
4300 |
13200 |
3500 |
13000 |
3200 |
13000 |
3500 |
10000 |
2500 |
| 16 |
15500 |
5600 |
9500 |
2800 |
11900 |
3900 |
10700 |
3300 |
10500 |
3100 |
10700 |
3300 |
8400 |
2500 |
| 17 |
13300 |
5200 |
8300 |
2600 |
10300 |
3600 |
9300 |
3000 |
9100 |
2900 |
9300 |
3000 |
7200 |
2200 |
| 20 |
10300 |
4100 |
6400 |
2100 |
8000 |
2900 |
7200 |
2500 |
7000 |
2300 |
7200 |
2500 |
5600 |
1800 |
Application Guide on Drilling with NACHI DLC-mill SLOT Long Shank for Aluminum ø2mm – ø20mm DLCSLTLS LIST 9390:
被削材
Work Material |
アルミニウム
Aluminum
A1070 |
アルミニウム合金
Aluminum Alloy |
アルミニウム合金鋳物
Aluminum Alloy Casting |
Si系
A4032 |
Mg系
A5052 |
Mg-Si系
A6061 |
Cu、Zn-Mg系
A2014、A7075 |
Si ~12%
AC2A、AC8C |
Si 12%
ADC12 |
外径
Dia. of Mill
(mm) |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
回転数
Rotation
min‒1 |
送り速度
Feed
mm/min |
| 3 |
34500 |
1000 |
21300 |
500 |
26600 |
700 |
23900 |
550 |
23400 |
510 |
23900 |
550 |
18600 |
410 |
| 4 |
25900 |
1100 |
16000 |
600 |
19900 |
800 |
18000 |
700 |
17600 |
580 |
18000 |
700 |
14000 |
460 |
| 6 |
17300 |
1100 |
10700 |
600 |
13300 |
800 |
12000 |
700 |
11700 |
610 |
12000 |
700 |
9300 |
480 |
| 8 |
13000 |
1200 |
8000 |
600 |
10000 |
800 |
9000 |
700 |
8800 |
640 |
9000 |
700 |
7000 |
510 |
| 10 |
10400 |
1200 |
6400 |
600 |
8000 |
800 |
7200 |
700 |
7100 |
640 |
7200 |
700 |
5600 |
510 |
| 12 |
8700 |
1200 |
5400 |
600 |
6700 |
900 |
6000 |
700 |
5900 |
640 |
6000 |
700 |
4700 |
510 |
| 13 |
7900 |
1200 |
4800 |
600 |
6100 |
900 |
5500 |
700 |
5400 |
640 |
5500 |
700 |
4300 |
510 |
| 16 |
6500 |
1100 |
4000 |
500 |
5000 |
800 |
4500 |
600 |
4400 |
600 |
4500 |
600 |
3500 |
500 |
| 17 |
6000 |
1000 |
3700 |
500 |
4600 |
700 |
4200 |
600 |
4100 |
600 |
4200 |
600 |
3300 |
500 |
| 20 |
5200 |
900 |
3200 |
500 |
4000 |
600 |
3600 |
500 |
3500 |
500 |
3600 |
500 |
2800 |
400 |
NOTES:
- Use precise machine and holder.
- When dry process, reduce the rotation and feed by 70% . In dry slotting, reduce the rotation to 70% , and the feed to 20% of table values.
- Using slotting depth, under 1 time of end mill diameter.