











































































































































15
Jun
Jun
Proses bubut yang bakunya dikenal dengan nama “turning”, merupakan proses pembentukan benda kerja dengan mengurangi material (material removal). Pengoperasian Turning di Indonesia lebih dikenal dengan nama bubut dan Lathe. Pembubutan adalah bentuk pemesinan, proses pelepasan material, yang digunakan untuk membuat bagian rotasi dengan memotong material yang tidak diinginkan. Proses balik membutuhkan mesin balik atau mesin bubut, benda kerja, fixture, dan alat pemotong. Dalam artikel kali ini, kita bahas tentang Interrupted cut atau bubut hantam yang sering ditanyakan rekan operator kita melalui email.

METODE BUBUT TURNING LATHE?
Mesin bubut memang lazim digunakan dalam berbagai jenis industri maupun kerajinan. Dari woodturning, pengerjaan logam, pemintalan logam, mesin poles, hingga pengerjaan pipa dan keran besar untuk kilang migas. Mesin bubut dapat digunakan pula untuk mengebor dengan posisi mata bor yang diam, sementara benda kerja nya diputar.
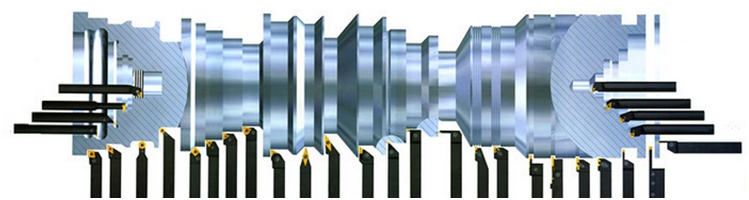
Untuk mencapai bentuk akhir dari benda kerja, tentunya dibutuhkan alat pemotong pisau maupun alat penekuk dan pembentuk bubut yang berbeda pula. Bubut bisa digunakan untuk memotong dengan kecepatan tinggi, mengikir atau proses ‘Knurling’ dengan mngukir relief untuk bahan yang memberikan pegangan atau grip, maupun metode menekuk material dengan metode putar berkecepatan rendah atau . Berdasarkan tipe geometri dan bentuk umumnya, mata pisau frais untuk memotong dapat dikelompokkan sebagai berikut:
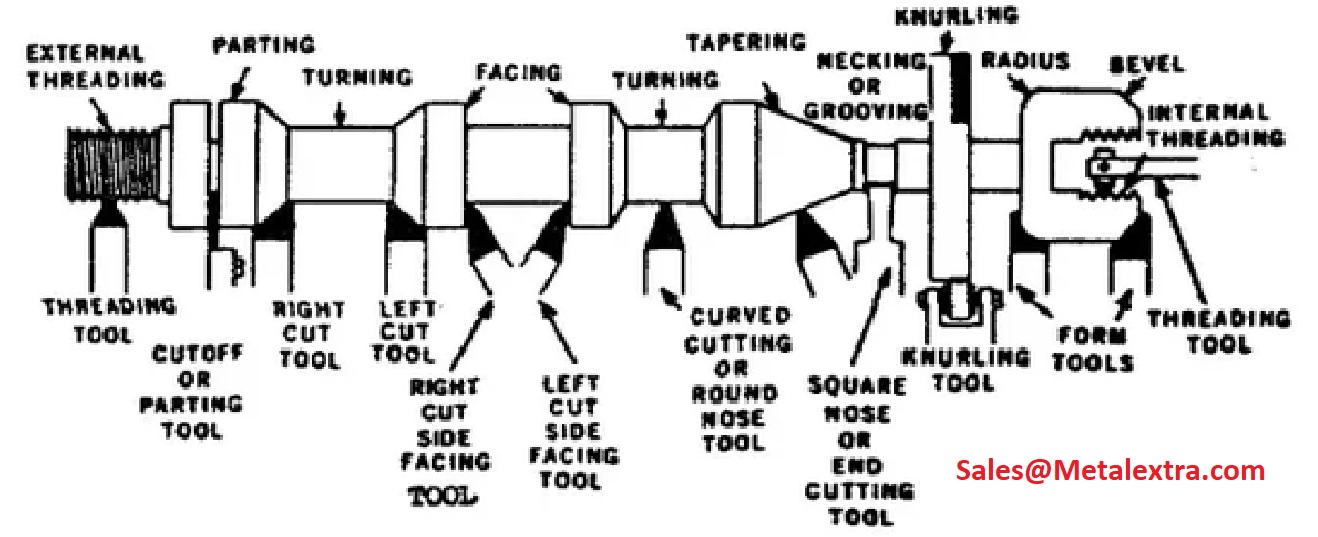
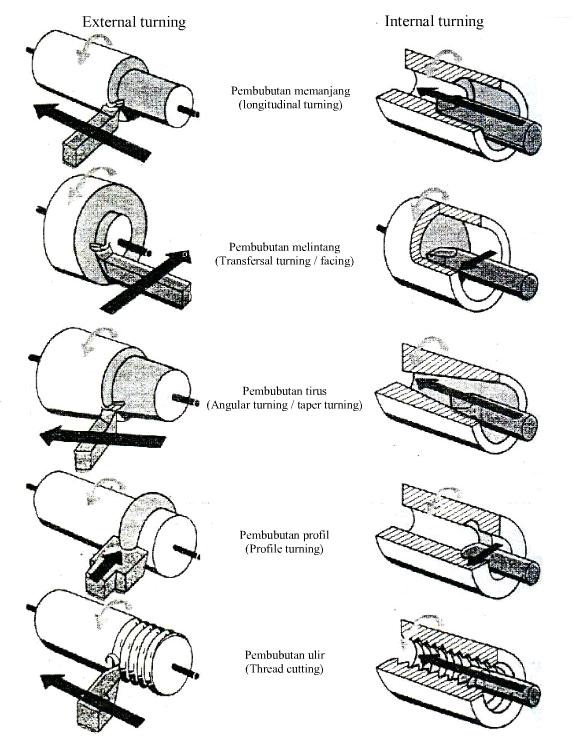
Gambar 1.a Jenis utama proses bubut dan arah pemakanan
Gambar 1.b Penamaan proses bubut dan jenis mata pisau bubutnya
PAHAMI PENGGUNAAN OPERASIONAL MESIN BUBUT TURNING
Turning yang istilah lainnya yaitu bubut atau lathe memiliki prinsip kerja atau gerakan utama untuk melakukan pemakanan dalam proses turning ada 3, yaitu:
-
-
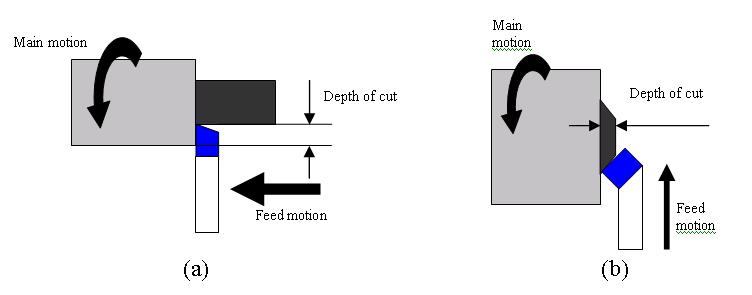
Main motion, yaitu: gerakan benda kerja berputar
-
Adjusting motion , yaitu: gerakan pahat memasukkan kedalaman pemakanan / depth of cut
-
Feed motion, yaitu: gerakan pahat menyayat benda kerja atau disebut juga gerak umpan
Gambar 1.1 Gerakan utama proses bubut (a) pemakanan memanjang; (b) pemakanan melintang (facing) Gambar 1.2 Arah putar dan proses pengerjaan pemotongan pada mesin bubut:
Gambar 1.2 Arah putar dan proses pengerjaan pemotongan pada mesin bubut:
Gambar 1.2 Macam – macam pengerjaan pada mesin bubut
-
BUBUT INTERRUPT CUT ITU APA?
Pembubutan lebih merupakan permainan fundamental daripada operasi pemesinan lainnya seperti milling, drilling, atau grooving. Dalam proses interup cut bubut ini tingkat kesuksesannya masih ditentukan oleh cara kita memilih pisau bubut insert sisipan yang optimal untuk aplikasi dan menerapkannya dengan benar dengan cara yang efisien. Jika sisipan pisau bubut insert memiliki teknologi pelapisan coating canggih khusus untuk aplikasi dan diterapkan secara efektif, produktivitas maksimum dipastikan.
Pemotongan Terinterupsi, atau intermiten, pemotongan saat belokan terjadi jika pahat tidak terus menerus bersentuhan dengan benda kerja. Fluktuasi beban termal dan mekanis ini dapat berdampak negatif pada integritas cutting edge, produktivitas, dan keamanan proses.
Pisau bubut insert karbida yang dapat diindeks bekerja dengan baik di bawah beban konstan. Namun, sifat utama karbida adalah lebih keras daripada material yang dikerjakan. Oleh karena itu, karbida memiliki sifat ketahanan aus yang baik, tetapi tidak memiliki ketangguhan. Tanpa kontrol proses yang tepat, kondisi pemesinan yang sulit seperti pemotongan terputus dapat menyebabkan tepi tajam terkelupas, retak termal, atau bahkan kerusakan. Dengan pemotongan interupt atau pembubutan yang terputus, jika cutting edge rusak secara prematur atau tidak konsisten, keamanan proses menjadi masalah, dan kualitas suku cadang akan terpengaruh juga. Berikut ini langkah yang bisa anda terapkan untuk memastikan proses bubut interrupted cutting bisa berjalan dengan hasil yang terbaik:
- SELEKSI BAHAN DAN COATING MATA PISAU BUBUT YANG OPTIMAL
Pengerjaan material dengan Turning lathe machine atau Mesin bubut teknologi operasional bisa dilakukan sesuai dengan tipenya yang manual, semi-auto maupun full CNC. Setiap mesin juga membutuhkan holder atau mekanisme pegangan mata pisau yang sesuai. Jika digunakan dengan parameter pisau Widia dengan standar pemakanan material yang tepat, anda dapat menghasilkan benda kerja tiga dimensi dengan kompleksitas luar biasa. Benda kerja biasanya dipegang di tempat oleh ragum vise, ada yang bisa menjepit di satu titik atau dua pusat, setidaknya satu dari yang biasanya dapat dipindahkan secara horizontal untuk mengakomodasi berbagai panjang benda kerja. Metode memegang pekerjaan lainnya termasuk menjepit pekerjaan tentang sumbu rotasi menggunakan chuck atau collet, atau ke pelat muka, menggunakan klem atau dog clutch.
Salah satu cara terbaik untuk meningkatkan produktivitas dan keamanan proses adalah dengan memastikan sisipan yang optimal dipilih untuk aplikasi.Sebelum geometri sisipan dan kemiringan dipertimbangkan untuk pemotongan terputus, perhatikan bentuk sisipan, sudut rake, dan sudut pendekatan. Bentuk sisipan terkuat harus digunakan.
Misalnya, sisipan bulat adalah bentuk terkuat, diikuti dengan persegi. Semakin besar sudut pemotongan semakin baik. Dengan sudut penggaruk, penggaruk negatif lebih kuat daripada penggaruk positif, dan sudut pendekatan yang lebih kecil tidak hanya menipiskan chip, tetapi juga menyebarkan gaya dari potongan yang terputus ke bagian yang lebih besar dari ujung potong.
Proses yang baik untuk memilih sisipan yang optimal memperhitungkan chipbreaker dan kerataan, umpan, kedalaman potong, material, kondisi pemesinan, dan kecepatan potong optimal. Kondisi pemesinan meliputi mesin, sistem penjepitan, dan benda kerja. Faktor-faktor yang dipertimbangkan adalah stabilitas mesin, penjepitan, dan kondisi benda kerja dan benda kerja seperti kulit bagian atau kerak, kedalaman potongan yang berubah, dan tingkat gangguan.

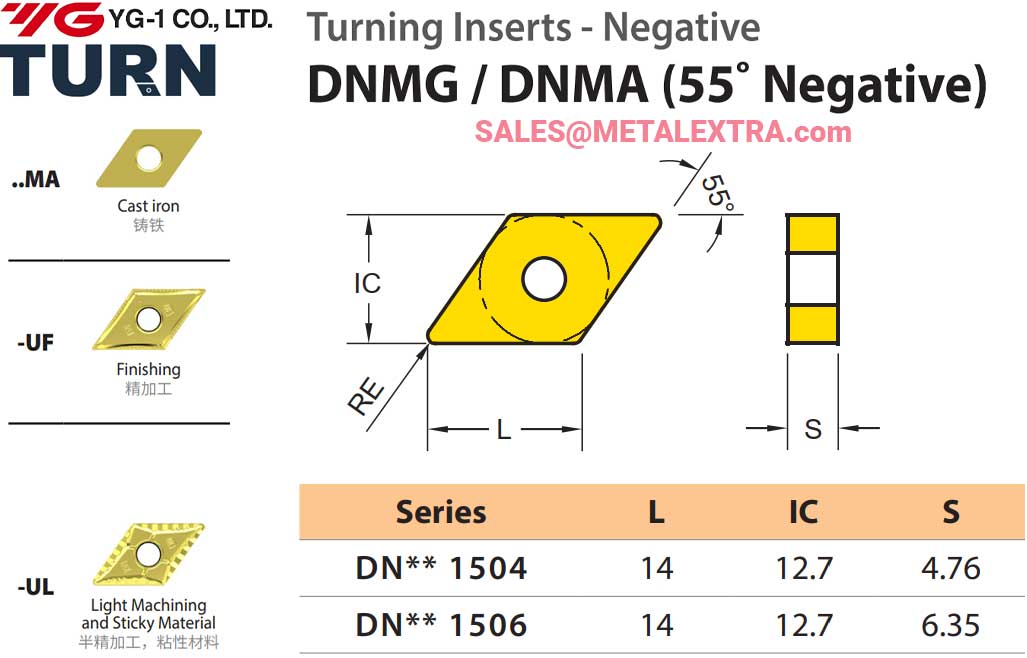
Umumnya metode interupt cut menggunakan insert tipe DNMG. CNMG. dan WNMG dengan berbagai pilihan coating dan grade relief Chipbreaker. - GEOMETRI MATA PISAU BUBUT DAN RELIEF CHIPBREAKER
Untuk dapat menangani pemotongan yang terputus atau kondisi pengerjaan yang sulit, cutting edge harus kuat dan dapat mentolerir fluktuasi beban mekanis. Geometri cutting edge bervariasi dengan desain chipbreaker yang berbeda. Intinya, setiap desain relief chip breaker atau pemecah chip dirancang untuk menangani laju umpan dan kedalaman pemotongan dalam kisaran yang ditentukan.
Oleh karena itu, geometri cutting edge dirancang untuk gaya potong yang relatif terhadap umpan ini dan kedalaman pemotongan. Jadi, langkah pertama adalah memilih chipbreaker relatif terhadap kedalaman potong dan umpan, atau pilih pemutus chip relatif terhadap kedalaman potong dan kurangi laju umpan ke ujung bawah dari kisaran yang ditentukan. Teknik ini dapat digunakan pada awalnya untuk membuat proses yang stabil dan aman, dan kemudian pemberian pakan dapat dimaksimalkan nantinya.
Selain itu, beberapa pemecah chip mungkin cocok untuk kedalaman pemotongan yang ditentukan, tetapi memilih yang terkuat akan membatasi efek interupsi.
Untuk menentukan sisipan mana yang memiliki tepi terkuat, lihat dua sisipan dan bandingkan keduanya secara visual. Tepi yang lebih kuat biasanya ditandai dengan tanah (datar atau talang), atau asah (tepi membulat). Secara alami, semakin besar tanah, mengasah, atau talang, semakin kuat tepinya.

Pisaut insert widia bubut maupun milling yang tidak memiliki relief Chipbreaker tidak begitu cocok untuk metode bubut interupt cut atau bubut yang terputus-putus, namun sangat baik untuk bubut yang konstan terus-menerus flat. Perhatikan juga jenis materialnya apakah suhu tinggi seperti besi atau alumunium yang lebih abrasif. - PILIH INSERT DENGAN GRADE YANG SESUAI TAHAPAN BUBUT
Nilai tipikal untuk pemotongan terputus harus memiliki ketangguhan yang tinggi. Ketangguhan biasanya diukur dengan kekuatan pecah melintang. Menggunakan pisau insert sisipan yang optimal untuk aplikasi adalah kuncinya, tetapi begitu juga dengan memiliki produk yang canggih.
Sebagian besar inovasi pembubutan terkait dengan perkembangan teknologi pelapisan. Substrat dan geometri sisipan belum mengalami kemajuan yang dicapai pelapis dalam 15 tahun terakhir. Karena bentuk dan ukuran standar ISO berlaku untuk sisipan pembubutan, hanya begitu banyak yang dapat dilakukan dengan geometri pemecah chip, yang pada dasarnya merupakan rangkaian sudut dan kurva.
Beragam Substrat untuk pisau widia bubut memang telah berkembang, tetapi pada dasarnya material pisau dengan kandungan Tungsten Carbide tidak berubah. Namun, lebih banyak kontrol telah ditempatkan pada proses yang digunakan untuk membuat substrat sisipan. Kemampuan untuk mengontrol proses ini berkat kemajuan teknologi komputer yang mengontrol dan mengukur proses pembuatan media. Ini telah meningkatkan kualitas dan memperluas jangkauan aplikasi untuk sisipan karbida.
Komputer memiliki pengaruh yang lebih besar pada teknologi pelapisan daripada pada substrat. Kemampuan untuk mengontrol suhu dan aliran gas ke tungku pelapis melalui teknologi komputer telah menghasilkan banyak kemajuan dalam pelapis sisipan. Seperti halnya substrat sisipan, ketangguhan pelapis juga meningkatkan kemampuan sisipan untuk gangguan alat berat dan pemotongan yang sulit.
Yang tidak kalah pentingnya adalah pengikatan lapisan ke substrat. Jika proses pelapisan tidak dikontrol, karbon dapat dihilangkan dari substrat, dan tidak hanya ikatan yang buruk yang terbentuk, tetapi integritas substrat juga terganggu. Tungku pelapis terkomputerisasi modern lebih mengontrol proses dan meminimalkan efek merugikan ini. Untuk pelapisan karbida, dua proses utama digunakan: PVD (deposisi uap fisik) dan CVD (deposisi uap kimia).
Pelapis coating tipe PVD biasanya lebih tangguh daripada pelapis CVD, itulah sebabnya mengapa grade PVD biasanya digunakan untuk milling, yang dapat didefinisikan sebagai potongan terputus. Lapisan PVD telah meningkatkan ketangguhan karena dua alasan. Pertama, dilakukan pada kira-kira setengah suhu lapisan CVD. Oleh karena itu, lebih sedikit retak terjadi pada lapisan PVD karena mendingin setelah diaplikasikan karena pada suhu yang lebih rendah lapisan dan substrat sisipan mendingin pada kecepatan yang sama.
Dengan pelapis CVD, gaya benturan tinggi dari pemotongan terputus menyerang retakan pada lapisan, menyebabkan insert CVD lebih cepat aus. Selain itu, kehalusan dan pengurangan retakan pada lapisan PVD memungkinkan sisipan untuk menangani fluktuasi suhu potongan yang terputus dengan lebih baik. Fluktuasi ini terjadi karena sisipan terkena panas dan kemudian mendingin dengan cepat setelah dipotong.
Alasan kedua lapisan PVD mungkin lebih cocok untuk pemotongan terputus adalah karena proses pelapisan menempatkan tekanan yang melekat lebih tinggi pada sisipan. Hal ini memungkinkan sisipan untuk menahan gaya pemotongan tinggi yang dihadapi saat pemotongan terputus.
Insert milling dan Insert bubut yang bertipe standar ISO seringkali dapat dipertukarkan. Anda harus cermat untuk membedakan dan memilih pisau insert yang sesuai dengan setang holder bubut anda. Rentang aplikasi PVD Tiger-tec Walter juga ditingkatkan karena fitur unik yang meningkatkan ketahanan aus dengan menyediakan penghalang termal yang melindungi sisipan dari fluktuasi suhu yang dihasilkan oleh pemotongan yang terputus.
- PASTIKAN MATERIAL DIKUNCI DENGAN RAGUM VISE DAN JAW CHUCK YANG SESUAI
Gerakan putar dari benda kerja disebut gerak potong relatif dan gerakkan translasi dari pahat disebut gerak umpan. Dengan mengatur perbandingan kecepatan rotasi benda kerja dan kecepatan translasi pahat maka akan diperoleh berbagai macam ulir dengan ukuran kisar yang berbeda. Namun sebagus apapun mesinnya jika tak memiliki perkakas cekam dan ragum yang sesuai tentu bisa saja material akan selip dan terlepas. Perlu kita pahami bahwa metode bubut interupt cut akan menghasilkan hantaman dan vibrasi yang cukup keras.
Untuk benda kerja yang silinder dan panjang maka anda membutuhkan tailstock sebagai penjepit tambahan secara axial. Kegunaannya tailstock yang paling umum adalah untuk memegang center drill atau digunakan untuk menopang poros tipis panjang saat berputar, atau untuk memegang mata bor untuk mengebor lubang aksial pada benda kerja. Teknisi bubut yang amatir perlu memperhatikan kekencangan tailstock agar material maupun cutting tool tetap dijepit center.

Yang perlu diperhatikan pada mesin bubut selain penguncian headstock maupun jaw chuck, adalah penyetelan tailstock. Karena tailstock dapat diposisikan pada titik yang sesuai dengan menggesernya ke area yang diperlukan.



KESIMPULAN
Operator mesin lathe bisa menyetel tingkat pengurangan material dan arah serta kecepatan yang dilakukan pada benda kerja yang berputar dengan alat potong (pahat) yang bergerak secara linear (melintang, memanjang, atau membentuk sudut), sehingga benda kerja yang dihasilkan umumnya memiliki penampang berbentuk lingkaran.
Jika Anda berminat untuk membeli perkakas bubut ataupun beragam cutting tool dan aksesoris mesin lainnya silahkan hubungi kami melalui chat online yang ada di pojok kanan bawah website ini atau melalui email : sales@metalextra.com Semoga bermanfaat. Wassalam!
Sumber: Tim Kreatif Metalextra.com, Tulisan ini merupakan opini Pribadi di media milik sendiri.